Ion exchange resins offer better purification of processed foods
Today more than ever, processed foods demand stringent purity specification of their component ingredients. Various sweetener products added to soft drinks need to be colorless, odorless, shelf-stable and free of minerals to meet the quality standards that brand owners and consumers demand from their beverages.
Sugar, sugar alcohols, high fructose corn syrup (HFCS), high-intensity sweeteners, food additives and nutritionals (such as amino acids, organic acids or polyphenols) are challenged to meet stringent purity specifications.
Fruit juice, beer and wine producers are also exposed to similarly high quality and consistency standards that consumers expect when choosing their brands. In all cases, the source of these various food molecules is life itself, usually from plants, but life is complex and yields raw materials that contain impurities.
In addition, during extraction processes or fermentations, many undesirable molecules such as color bodies or taste/odor may be added. These added compounds must also be removed to achieve a pure final product.
Many of the purification technologies utilized have potential limitations:
- Crystallization is used to recover raw sugar, but it leaves behind sugar as molasses.
- Distillation is used for water removal and concentration of glucose and fructose, but it generates color and can damage flavor.
- Membrane techniques can remove minerals but are expensive and can sacrifice yield.
Ion exchange resin (IER) technology, on the other hand, is a cost-effective option that meets purification needs across many food processing schemes with minimal limitations. IER technology’s solid polymers are capable of removing ions and organic contaminants in solutions that are passed through them. This technology is currently being used across multiple applications such as industrial water demineralization, softening and pharmaceuticals, but it is especially well-suited for food processing applications, where high-performing separations and purifications are critical.
Reliable production of high quality
The technical performance of IER solutions makes them a strong choice for a number of high-volume food processing applications, including:
- Starch sweeteners refining
- Beet sugar refining
- Sugar cane decolorization
- Chromatographic separations
- Amino acids purifications
- Citrus debittering
- Juice deacidification anddecolorization
- Protein haze stabilization in beer, wine
and some fruit juice - Citric and lactic acid production
- Plant extract and polyphenol recovery
- Whey and gelatin de-ashing
A closer look at the use of IER in starch processing illustrates the performance advantages IER can deliver. Starch from crops such as corn and wheat is hydrolyzed into dextrose, (which in Europe is often called glucose). After enzyme conversion of glucose to 42 percent HFCS, the sweetener stream is typically treated with IER to de-ash and deolorize the feed by removing salts and non-sweetener organic molecules. Next, IER chromatography enriches the fructose and recovers high-purity fructose typically greater than 90 percent purity fructose. After chromatography, a final polishing with a mixture of resins is typically utilized to ensure shelf life requirements are met. The high-purity fructose can be used as high-intensity sweetener or added back to 42 percent HFCS to increase the sweetness to 55 percent HFCS. This is a key sweetening ingredient for many beverage and food formulations.
Improving sweetener separation
One of the most critical performance factors in chromatographic separation for corn and starch sweetener separations is the uniformity of the separation beads. Bead uniformity affects how well the chromatographic resin can be packed in the chromatographic separation beds and the overall hydraulic efficiency of fluid flow through the resin bed as well as molecular diffusion in and out of the resin beads.
A resin’s particle size and uniformity impacts both the degree of sweetener separation achieved and the pressure drop on the processing system. A uniform particle size chromatographic IER delivers several advantages compared to an equivalent chromatographic IER with a wider particle size distribution:
- Lower pressure drop in the system, which enables higher productivity and throughputs
- More enriched fructose product, requiring less amount of elution water to be evaporated, which enables less energy consumption and lower cost of operation
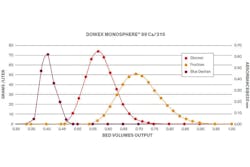
Figure 1 illustrates the sharp separation achieved with a uniform particle size IER chromatographic in a small-scale laboratory column.
Maximizing white sugar production
IER is also a strong choice for the final cane sugar decolorization step, which is a key in the production of white sugar from sugarcane. Decolorization is implemented to increase white sugar production yield by 20 to 30 percent, which can help maximize revenue for those in the harvesting, processing, production and consumer chain.
Many of the color bodies remaining after the cane pretreatment steps are hydrophobic and anionic. This makes macroporous strong base anion IER a good choice for removing color because color bodies bind to the beads through both ionic and hydrophobic interactions. IER offers strong performance and advantages in process efficiency compared to other options such as activated carbon and bone char.
Acrylic and styrenic IER offer different advantages for this application:
- Acrylic resins can remove high levels of color from syrups. The acrylic groups are only moderately selective for cane color components, enabling the absorbed color to be efficiently removed during regeneration and leading to minimal long-term fouling. Because of this moderate selectivity, however, acrylics cannot be used to achieve very low exit color.
- Styrenic resins, on the other hand, are the best choice for the lowest colored syrup. The styrenic backbone provides high selectivity for cane sugar color components, enabling efficient color removal and lower final color than can be achieved with acrylic resins. Multiple passes through styrenic resin beds may be needed depending on the color level of the feed sugar and exit color requirements. Styrenic resins are more prone to organic fouling because of their higher selectivity for color components, so good regeneration is key to maintaining resin performance.
A combination of both resins with two columns in series (acrylicthen styrenic) can offer higher flexibility to cope with changing quality of the sugarcane being processed.
Future advancing technology
With today’s more detailed labeling trend, a push to consume fewer sugars is growing. As consumer awareness expands, so does the reformulation trend of moving toward less caloric alternatives in food and beverage products. This is expanding growth in the nontraditional sugar market for compounds such as sugar alcohols, and in the need for effective processing tools to deliver the required purity to be successful for food formulations.
Sweetness is still one of the basic tastes for humans. However, it does not just come from sugar. Through continuous innovations and inventions, it has expanded well beyond sucrose and now involves a wide variety of different sweeteners, caloric (HFCS or sugar alcohols) or non-caloric (high-intensity sweeteners), in response to consumers’ needs. Enabling purification technologies will play a critical role in meeting the demands of a rapidly evolving market, and the processing industry must invest in chromatography and purifications to address new product innovations.
Figure 2. Chromatography resins in sweetener separation
Figure 2 shows the separability of various sweeteners using chromatography resins. This bubble chart summarizes the separation of varied pairs of sugars and sugar alcohols as measured by chromatographic resolution (R-value). An R of 0 means no separation of components could be made, while an R of 1 or higher indicates perfect separation. The larger the bubble on the table, the higher the R value and better potential for separation of the components on a scaled operation. An R greater than 0.2 can be achieved with the feed mixture combining the right resin in the right equipment can provide enriched and purified materials at an industrial scale. Example chromatograms depicting separation quality as a function of bubble size are also included to the right of the chart.
Stephen Pease is global program leader for nutrition and pharma ion exchange resins at Dow Water & Process Solutions and is responsible for applications development for ion exchange and adsorbent resins and membranes for end use customers. Daryl J. Gisch, Ph.D. is a senior research scientist responsible for defining, developing and implementing applications for ion exchange technology for industrial separations, recovery and purification of valued components. Collin Martin, Ph.D. is a research engineer working with Dow’s nutrition and food science group to develop new ion exchange resins and applications for chromatographic separations and food stream processing. They can be reached at [email protected], [email protected] or [email protected].