Engineered asset management — a business imperative
For the petrochemical, pulp and paper, power generation, mining and metals, manufacturing and other process industries that depend upon engineered assets to create value, effective management of those assets is imperative — period.
When the organization’s engineered assets reliably perform as designed and as required, good things happen on its dashboard of core performance indicators: profitability, safety, environmental performance, quality, customer satisfaction and shareholder value.
Unreliable asset performance, however, yields quite the opposite results on that same dashboard. Sometimes the results of poor asset management result in disastrous results. In most instances, however, poor asset management results in small, often unnoticed “performance leaks” that cumulatively compromise the performance of the organization’s dashboard goals. In many instances, the organization behaves like the proverbial “frog in the water” — accepting substandard engineered asset performance until a crisis demands a response.
In this article, I hope to achieve the following objectives:
- Define “engineered assets” and differentiate them from other organizational assets.
- Provide a cohesive framework for the management of engineered assets over the span of their lifecycle.
- Provide an example of the value proposition of engineered asset management.
My supreme objective is to encourage you to view your engineered assets more strategically and inspire you to manage them to your maximum benefit. It is also my aim to alert you to many of the most common mistakes and explain why they occur. The pathway to reliable performance of engineered assets is fraught with pitfalls. I sincerely hope that this article helps you to avoid them.
What is an engineered asset?
Organizations possess many different types of assets, including:
- Financial or monetary assets
- Real property assets
- Inventory assets — raw materials, work-in-progress (WIP) and finished goods
- Intangible assets such as patents and trade secrets
- Engineered assets
Engineered assets are typically defined as the “built environment.” For organizations in the process and manufacturing industries, this usually includes plant buildings, infrastructure and equipment. Engineered asset management targets the built environment — and particularly production assets that are deployed to convert raw materials, energy, labor and other inputs into finished goods.
The scope of asset management — a framework
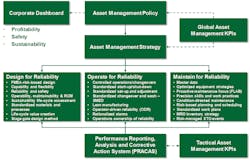
While it can be broken down further and presented in different ways, the lifecycle of an engineered asset has three functional components — design, operate and maintain. Most of the key elements are highlighted in Figure 1. Of course, from an environmental perspective, we must recycle and/or reuse materials as much as possible. However, the recyclability and reusability of the engineered asset and its components and parts is largely determined during the design phase of the engineered asset lifecycle. Let’s break these three phases down further, then discuss the organizational infrastructure required to support the process in its entirety.
Design for reliability
Design represents the DNA of machine — it’s the genetic code. It’s difficult to counteract the impact of a poor design once the engineered asset is installed in the plant. The design process defines the assets productivity, flexibility, reliability, operability, maintainability and other abilities that are required to maximize value creation for the organization.
Unfortunately, in most organizations, the design and procurement team typically works in isolation from the production team (and they often have no plant experience). Additionally, their performance metrics and associated reward are typically focused on getting the engineered asset functional, fast and cheap. As a result, reliability, operability, maintainability and the other abilities are secondary considerations — if they’re considered at all.
In my estimation, approximately 60-70% of the performance engineered asset is determined in the design phase. Make sure you get your operations and maintenance experts involved and demand that projects are judged on the basis of lifecycle value creation, not on getting it functional, fast and cheap — which sets the stage for poor long-term performance.
Operate for reliability
It’s always mystified me why our operations and production teams don’t take primary responsibility for assuring the reliability of engineered assets. They are, after all, the primary beneficiaries. I have a few ideas, however, that I hope will help you identify ways to better connect your operations team to long-term asset performance.
One of the big challenges that I’ve observed with operations teams is short-termism. The prime objective seems to be achieving this month’s production numbers, and the rewards for operations teams’ performance is usually closely linked to achieving these short-term performance goals.
Unfortunately, to achieve this goal, they often must put the pedal to the metal and push the equipment to the brink of its limits or beyond. In engineering, we have a concept called “stress-strength interference.” It’s a simple concept. It’s represented by a bell curve that represents the distribution of strength of a machine’s design and a bell curve representing the distribution of stress applied on that design by operations. If the tails of the two distributions cross, the risk of failure is high. If they don’t — the risk is low. It’s really that simple.
Unfortunately, when operations pushes a machine beyond its limits, it rarely results in an instantaneous failure. Rather, it sets the stage for a failure event that occurs weeks or months later. Unfortunately, the causes and effects of plant failures are temporally dyssynchronous, which can make it hard to connect the dots between cause and effect.
Operating within the limits of an engineered asset is imperative in assuring its reliable performance. We must engage operations in our journey with a shared vision on a common goal.
Maintain for reliability
Maintenance is the last leg in what one may call a three-legged stool of engineered asset management. Traditionally, the role of maintenance has focused upon restoring reliability — fixing engineered assets when they’re broken. I call that defect correction. Correcting failures is certainly important. There’s no question that we want to achieve failure correction effectively and efficiently.
However, the maintenance function can do so much more. For example, they can drive defect elimination, whereby we analyze defects and identify and remove root causes. However, I’m increasingly focused on defect avoidance. Defect avoidance focuses on precision practices with a clear emphasis on controlling the root cause conditions that lead to failure. I call this “Focus on FLAB.” FLAB is an acronym for Fasteners, Lubrication, Alignment and Balance. By managing these elements, we control the root causes of mechanical and electrical failures and proactively control machine life.
Unfortunately, much like design and operations, we tend to reward the wrong behaviors when it comes to maintenance. We often reward failures in the form of overtime. Many maintenance workers receive a sizable percentage of their monthly pay from overtime. Reliability reduces overtime. Failures are also rewarded in the form of thanks for getting the plant up and running.
The engineered asset management infrastructure
Figure 1 illustrates several items that I believe are imperative infrastructure elements required to support the goal of designing, operating and maintaining engineered assets. These include the following:
Asset management policy and strategy — A policy is usually a one-page document signed by the CEO or some other senior executive. The engineered asset management policy is typically scant on words — as it should be. It need only say that the organization recognizes the important role engineered assets play in achieving the organization’s production, profit, safety, environmental, quality and customer satisfaction goals and therefore commits to:
- Design engineered assets for reliability, operability and maintainability.
- Operate the assets properly to achieve long-term value creation.
- Maintain the asset with precision to deliver operational readiness.
Global metrics — I have mixed emotions about metrics and performance metrics. With proper leadership, performance metrics drive rewards, which, in turn, drive behaviors that are consistent with organizational goals and objectives. Too often, unfortunately, performance metrics create organizational silos. Organizational silos occur when a functional group within the organization interprets an organizational goal without considering the overall impact to the organizations mission. In other word, they act locally, but fail to think globally. We must assure that that we have cross-functional objective, blended goals and performance metrics that accurately reflect our cross-functional interdependencies.
Performance reporting, analysis and corrective action system (PRACAS) — Nothing is perfect. PRACAS focuses upon monitoring performance and adjusting as required. It’s the continuous improvement loop for engineered asset management.
Dollars talk — you better listen
Engineered asset management isn’t an intellectual exercise. It’s about delivering results in the form of increased profits, safety, environmental performance, quality and customer satisfaction. If it were not, there would be no reason for you to invest monetary or intellectual resources to improve it. However, the opportunities are rich and largely untapped.
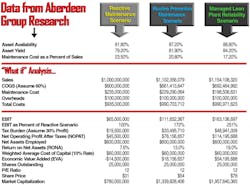
In 2009, the Aberdeen Group published a report that summarized how different strategies for managing engineered assets relates to bottom line performance. The report contained a lot of data, but I focused on the following key points, which are summarized in Figure 2:
Engineered asset reliability (annual running hours divided by 8,760 — the number of hours in a year): For lower quartile performers, availability was benchmarked at 81.8%. Conversely, it was 88.8% for upper quartile performers.
Engineered asset yield (average production rate per hour divided by the best sustained rate): The Aberdeen Group found that yield was 79.2% for lower quartile performers. It was 84.2% for upper quartile performers.
Maintenance cost as a percentage of sales: The benchmark study found that maintenance cost as a percentage of sales was 23.5% for lower quartile performers. Upper quartile engineered asset manager enjoyed a 17.2% maintenance cost as a percentage of sales.
Curious, I wondered what this might look like in an income statement. Holding all else constant, concluding cost of goods sold percentage and fixed costs, I fed the Aberdeen Group’s numbers into a comparative income statement for a $1 billion company assuming the 25th percentile for asset management (Figure 2 — Reactive Scenario).
Then, I asked the question — What if the company adopted the business practices of the 50th percentile (Figure 2 — Routine Preventive Maintenance Scenario)? The profit increases from $65 million to nearly $112 million. Adopting the upper quartile group’s practices increase profits to more than $163 million — more than 2.5 times the reactive scenario.
Summary
For organizations that depend upon the performance of engineered assets, the potential to increase profits, improve safety, drive environmental performance (especially energy), improve quality and increase customer satisfaction while simultaneously increasing shareholder value is compelling. What are you waiting for? If you don’t adopt world-class engineered asset management practices, you can rest assured that your competitor will.
References:
- ISO 55000:2014. Asset management – Overview, principles and terminology (and its subparts). The International Organization for Standardization. Geneva, Switzerland.
- Mehul, S. and Littlefield, M. (2009). Asset Performance Management: Aligning the Goals of CFO’s and Maintenance Managers. The Aberdeen Group. November.
- Troyer, D. (2010). Plant Reliability in Dollars & $ense. Workshop Coursebook.
Drew D. Troyer is a globally recognized authority and trusted advisor on the topics of reliability engineering and engineered asset management. He has more than 30 years of experience and has published more than 300 works on the topics. Troyer is a Certified Reliability Engineer (CRE), holds BS and MBA degrees and is completing a master’s degree in Environmental Sustainability at Harvard University.