The impact of non-contact moisture analyzers on production quality and efficiency

From bulk powders to baked goods, moisture control ranks high among process manufacturing plants' most important quality assurance efforts. Moisture and temperature variations directly influence product quality, prompt additional operational/energy costs and result in wasted products if no parameter control measures exist.
However, considering most industrial and food processing plants have hostile operating environments, not just any moisture analyzer will do. Moisture control is needed in particularly challenging moments, such as at the exit of a dryer or oven, over an open conveyor with airborne particles, or looking into a bin, chute, auger and elsewhere.
As green initiatives take hold and wage growth encourages plant managers to scrutinize costs, online moisture gauges have become ROI-driving instruments to help companies command quality and make better operational decisions with real-time data. For many industrial and food production processes, near-infrared (NIR) online moisture gauges have risen in popularity to help companies achieve these objectives.
Online moisture analyzers: What is available today?
While several types of rapid online moisture analyzers are used in industrial processes today, two of the most common include NIR and radio frequency (RF). Microwave and capacitance technologies are other moisture analyzer types, but they are not well suited for bulk powder or food production. Additionally, infrared (IR) technologies are commonly used in manufacturing, but these IR instruments only measure temperature, not moisture.
Each sensing type has its strengths and is chosen based on the specific requirements of the process and the necessary depth of measurement.
Online NIR moisture analysis
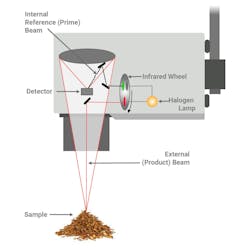
NIR is a surface measurement — moisture content is measured by directing NIR light and analyzing the reflectance of the light from the sample. It is a secondary moisture analysis method, which means each instrument must be calibrated for each type of material it is measuring. The NIR gauge must also be installed within a fixed distance of a product (~200-450 mm (8-18 in.).
NIR also offers the ability to measure other quality parameters such as temperature and resins/oils, all from a single instrument that takes up only a small footprint on a production floor. These benefits make NIR well-suited for analyzing the moisture of homogenous products that have uniform moisture distribution from powdered chemicals to snack foods.
Online RF moisture analysis
RF is a penetrating measurement that transmits a signal through a product to gather its moisture content based on dielectric properties of water. RF analyzers are ideally suited for heterogeneous products that have a specific product mass, uniform shape and density.
RF moisture analyzers provide the complete moisture profile of products that are generally under 10 mm (4 in.) of penetration depth. It is often used in board manufacturing (particle board, gypsum, insulation, etc.) and wood pellet/bioenergy products. However, there are better choices than RF for food or non-homogenous products.
NIR is the most practical and flexible non-contact moisture analysis method for many industrial processes and mainly all food production processes. Additionally, these systems are rugged, require only a small installation footprint and are available with accessories to measure moisture virtually everywhere it is needed in the process, so most plant owners need not look elsewhere.
Examples of online moisture analysis in bulk processing
Ceramic powder quality control
Clay, talc and other mineral constituents are quarried, refined, mixed and dried to a set moisture level before forming in a dust or ram press at very high pressure. Control of clay and powder moisture is paramount to producing quality floor and wall tiles of consistent dimension and for the safety of the manufacturing operation.
Formed tiles vary in moisture by as much as 6% and must be oven or air-dried to within 1% before kiln firing. Even a tiny percentage above 1% can cause explosive results.
Online NIR moisture gauges offer the ability to measure the moisture of a conveyor transporting clay powder to later stages of production. Most companies have found success positioning the gauge immediately after a conveyor change, allowing accurate moisture analysis of freshly turned products.
Not only can this online measurement improve product quality, but it also ensures a safe manufacturing environment.
Saving energy costs in sand drying
Moisture content in sand is a critical quality parameter used to develop construction materials (render, mortar, concrete and others). Most production companies store their sand outdoors exposed to weather, which means moisture content within the raw material can vary significantly. Then, when it is time to use the sand in production, they will run the product through high-powered dryers.
Companies not aware of the moisture content of the sand before or after entering the oven could be unknowingly and unnecessarily driving higher energy costs. Therefore, in-process NIR can help drive ROI for sand production companies and other bulk material manufacturers who follow similar pre-production drying processes.

First, installing an online NIR moisture gauge onto a conveyor of incoming sand helps the operator gauge the moisture content ahead of the drying process. If the processing location has had a long period of dry weather or the sand is being conveyed from a new bunker, the incoming sand could have a lower moisture content. Thus, the operator can adjust their oven temperature to reduce energy consumption. Real-time data from an online NIR analyzer makes this decision simple.
Then, to close the loop on quality, some sand manufacturers install an online NIR analyzer at the exit of the dryer to ensure proper moisture or possibly reroute the sand back through the dryer again if too much moisture is present. The company can benefit from guaranteeing top-quality products for their customers, and the energy savings from these technologies alone can pay for their systems quickly.
Examples of online moisture analysis in food production
Moisture and fat control of batch-produced snack foods
Kettle-cooked potato chips are a favorite among snack food consumers and are primarily known for their extra crunchy texture compared to standard fried potato chips. Therefore, moisture and fat content control are important to product quality, not only for texture and taste but excessive moisture and fat can lead to mold growth within the product packaging.
In this production process, potato chips are fried in individual kettles and passed through a conveyor. The product leaves the kettle at intermittent rates, piling up to a peak and gradually lowering as the kettle empties. This means there would be a non-uniform product bed depth at certain times.
To address this, the applications engineer worked with the user to determine the approximate ideal height (250mm (~10in. above product)) and location on the conveyor to position the analyzer for a representative measurement (Figure 2). Only after careful testing was this ideal analyzer height realized.
Equipping the sensor with an air-cooling accessory also allowed for worry-free operation in the hot and humid operating location. Now, the potato chip producer can obtain accurate readings on their potato chips' moisture and fat content even without continuous product flow.

Moisture and fat analysis before and after baking
High-volume cracker producers often form their products into long sheets of dough before baking. They already use at-line NIR technology for occasional sample analysis for moisture and fat content. However, given the volume of products they produce at a constant rate, an in-process method to control these parameters became necessary to manage costs and improve final product consistency.
Their initial priority was to assess the blended cracker dough’s moisture and fat content as it exited the dough sheeter. For this installation, a static in-line online NIR moisture gauge positioned at the exit of the dough sheeter helped provide the representative measurements they needed to determine dough quality before baking (Figure 3).
Now, with a reliable method to verify dough quality, the company explored using NIR to confirm that their oven was balanced. This took a creative solution made possible with the help of a traversing frame shown in Figure 4.
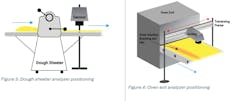
As products leave the oven, the analyzer affixed to the frame continually scans the entire width of the oven exit for product moisture content. From the display, the operator could determine whether a particular section of the oven was running too hot or cool and make corrections if needed.
Online NIR allows moisture analysis everywhere it matters
The flexibility, compactness and uncomplicated design make online NIR technologies an excellent method for industrial products and food processors to analyze moisture at critical stages of their process. By keeping the core necessities for a successful installation at the forefront of the process — and working with a reputable technology supplier — new uses and novel applications for the technology are constantly emerging.
KPM Analytics
About the Author
Chris Pike
Senior Global Business Development Director for NIR Products, KPM Analytics
Chris Pike is the Senior Global Business Development Director for NIR Products with KPM Analytics. Chris first discovered NIR while studying polymer science, for which he earned a BSc Honors from the University of Manchester, England.