Get AI vision-inspection ready: What food processors should know
Key Highlights
- Vision inspection systems have evolved from simple quality checks to advanced AI-driven solutions that improve accuracy and efficiency in food production.
- Successful implementation requires careful planning around system scope, hardware specifications, line modifications, and budget considerations.
- Maintaining sanitation and routine system upkeep is critical to ensure consistent performance and longevity of vision inspection systems.
- Data infrastructure, including reliable internet and secure storage, enhances real-time monitoring and decision-making capabilities.
- Choosing experienced solution providers with proven success in the food industry is essential for long-term support and system optimization.

Over the last decade, vision inspection technologies in food production have evolved from a novelty quality control measure to a widely adopted necessity for ensuring food quality, consistency and safety. As companies have found success with their vision systems, demand for vision inspection technology has grown significantly in recent years.
Vision systems have helped many food companies scale their operations to implement stronger quality control and food safety measures, addressing pressures to increase production throughput and diversify product offerings within the plant. Additionally, quality assurance roles at food processing plants are notorious for high turnover, making it a challenge to maintain a well-trained staff. A well-maintained vision system never takes time off or has an “off day” on the job, always applying precise inspection to every product that passes through the system. Vision inspection can also help provide significant labor cost savings at the plant, allowing the plant to distribute labor to areas of the plant that need it most.
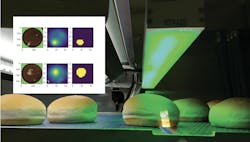
Another noteworthy aspect of the growth in popularity of vision inspection technology is that its measurement capabilities have improved immensely in recent years. Early adopters of vision inspection technology used it to analyze products for simple measurements that support their quality data, such as the roundness of a hamburger bun or the color of a chicken nugget's fry. Over time, vision inspection users began exploring more advanced feature measurements, such as analyzing the sesame seed distribution on that hamburger bun or evaluating the total breading coverage on that chicken nugget.
As vision systems became more complex, vision inspection system manufacturers began exploring artificial intelligence (AI) applications to analyze more product features faster, including the ability to detect seemingly insignificant anomalies on products that often go unnoticed. AI vision inspection applications have indeed generated considerable excitement in the food industry, allowing food processors to analyze their products more thoroughly than ever thought possible.
However, the most successful AI-powered vision inspection systems require time, careful planning and the right personnel in place to achieve a strong return on investment. The purpose of this article is to help establish guidelines for successfully implementing vision inspection system for quality control and food safety.
Establish clear, realistic expectations and budget for the system
There is one critical aspect to keep in mind when considering AI-based vision inspection systems for a food processing plant: They are not an instant out-of-the-box solution. Therefore, the plant operators should pinpoint the highest priorities for their line early in the process, as well as clear success metrics for the vision system.
If the goal is to reduce product defects or capture more quality data, the integration roadmap could be significantly different from a vision system used to detect foreign materials. Preliminary discussions with the vision inspection system provider should cover these priorities and pain points to gain a clearer understanding of the project's scope and budget. From here, the vision inspection producer can begin to define system needs, such as hardware and software specifications, system placement on the line and other baseline facility requirements.
Capital expenses, such as cameras, lighting, custom hardware and software from the vision system provider, are only one part of the grand vision inspection investment. In addition to installing the vision system, third-party engineers or contractors may be required to make modifications to the processing line in many cases to accommodate operational needs.
There are also ongoing costs after installation is finished. Employee training, cleaning supplies, routine technical support and service contracts are all costs to consider.
While these may seem like an overwhelming list of considerations, working with an experienced vision inspection technology provider who will ask the right questions will help make this process less daunting. Establishing these measures early can help the vision inspection system provider craft a results-driven plan.
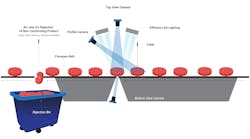
How can the product and processing line affect the effectiveness of the vision system?
For instance, is there enough color contrast between the food product and the conveyor for the vision system to differentiate what matters? How many cameras and what resolution will be needed to measure the features? Is bottom-side inspection of the product required? If the product has a glaze or topping that could create a reflective shine, specialized lighting may be required.
Products that are bulky and soft will require a different vision system setup than those that are fragile or prone to crumbling. These features are especially important for vision systems that have automatic rejection capabilities (such as air jets, paddles, retractable belts and others).
Throughput speeds are another crucial consideration. For applications requiring the instant measurement of multiple products, ensure there is sufficient conveyor belt space for the system to make determinations before products pass too quickly down the line. If integrated rejection capabilities are desired, the conveyor line may need modifications to provide enough space and time for the rejection mechanism to engage.
Additionally, if products may touch one another on the line, incorporating a spreader or other system to separate products before entering the vision system may be necessary to ensure accurate measurements.
The more details like these that can be sorted earlier in the planning processes, the better.
Data infrastructure support
One of the main values of today’s AI-based vision systems is the robust, real-time data they provide. Statistics, product images, pass/fail ratios, alarms and other features all contribute to a strong quality control system. However, they require a sound IT infrastructure, reliable internet connection and secure data storage.
Some vision inspection systems may include dashboard-like applications for real-time product monitoring that can help improve process decision-making. Ask the vision inspection system provider what tools they offer to help manage the data flow.
Keep sanitation top of mind
Sanitation is a significant requirement in all food production facilities. Regarding vision inspection systems, dirty lenses and inadequate lighting are the primary reasons why these systems underperform. Developing a routine cleaning plan and assigning responsibilities, or installing additional equipment such as air nozzles or cleaning blades, will help improve long-term system performance.
For food processing facilities with special requirements, such as washdown specifications or compatibility with specific cleaning chemicals, the vision system provider should offer options that meet the facility’s needs.
Work doesn’t stop after installation and commissioning
As many food production facilities with vision systems can attest, appointing a vision system “owner” at the plant becomes a crucial member to ensure that cleaning processes and maintenance checkups are continually followed. The system owner should have good understanding of the system and act as the main point of contact with the vision system provider for any adjustments and improvements for the system down the road. The owner should also be the champion for the system in the plant, making sure other people in the plant follow sanitation and other protocols to ensure system performance.
Some AI-based vision systems may require supervision and routine training throughout the system’s lifetime. Take advantage of any lifetime application support or AI expertise the vision inspection system company may provide.
Be careful in your choice of a vision inspection solution provider
AI-based vision inspection systems are a hot topic in the food industry today, leading to an influx of new companies in the vision inspection technology space. All the planning and effort to prepare for the vision system are irrelevant if the vision inspection system provider cannot deliver on their end.
When evaluating solution providers, pay attention to the types of questions they ask. Can they demonstrate a track record of success in the food industry? What types of maintenance and support packages can they offer to help build confidence that they will be around for the long term? What references can they provide, or what efforts are they making to advance the technology?
Integrating a vision inspection system in any food processing facility represents a significant cultural shift within the organization. Proper planning, technical alignment, robust sanitation and maintenance protocols, and total buy-in from all stakeholders are all essential to make the process a success.
About the Author

Yuegang Zhao
Chief Commercial Officer, KPM Analytics
Yuegang Zhao is the Chief Commercial Officer for KPM Analytics, a global quality assurance and food safety solutions provider serving food, agriculture, and environmental industries. Yuegang has over 20 years of extensive global experience creating, developing, and growing enterprise value in various industries ranging from aerospace to fluid analysis. Yuegang has held various senior roles in engineering, product management, service, sales, and marketing throughout his career.