Sodium softening or reverse osmosis: What’s best for industrial boiler makeup treatment from a technical perspective?
Key Highlights
- Industrial boilers operate at pressures often below 900 psi, tolerating some impurities in makeup water, but impurity buildup can cause scaling and corrosion issues.
- Sodium softening exchanges calcium and magnesium ions for sodium, effectively reducing hardness but leaving other dissolved solids like chlorides and sulfates unaddressed.
- Reverse osmosis (RO) can remove over 99% of dissolved solids, providing high-purity water that minimizes blowdown and reduces corrosive impurities in steam generators.
- Proper pretreatment, including particulate removal and biocide management, is essential for protecting RO membranes and ensuring consistent water quality.
- Regular cleaning and maintenance of RO systems are necessary to prevent membrane fouling, with guidelines based on permeate flow, differential pressure, and salt rejection metrics.

Thousands of industrial facilities around the globe rely on steam to drive chemical reactions, supply energy for distillation and evaporation processes, prepare foods/beverages/pharmaceuticals, provide building heat and more. Many industrial steam generators operate at pressures under 900 psi and often under 600 psi. Unlike utility boilers, industrial units can tolerate makeup water with some impurities. A common makeup treatment process has been sodium softening to remove hardness (calcium and magnesium ions), which are the most troublesome contaminants. However, all other dissolved solids remain (bicarbonate alkalinity can be extracted with a downstream decarbonator), which at times may be problematic. Modern reverse osmosis (RO) systems can remove 99+ percent of the total dissolved solids in a makeup stream. This article compares some of the major technical aspects of sodium softening vs. RO.
Industrial boilers are more forgiving
High-purity makeup, with contaminants reduced to low parts-per-billion (ppb) concentrations, is essential to minimize corrosion and fouling in the harsh environment of high-pressure utility steam generators. However, the guidelines are less severe for industrial boilers. Table 1 below is an extract taken from the recent revision of the American Society of Mechanical Engineers (ASME) industrial boiler water guidelines.1 This extract provides insight on impurity level limits for low- to medium-pressure water tube industrial steam generators. (The complete guidelines are available from the ASME at very reasonable cost and should be in the library of any industrial plant with steam generators.)
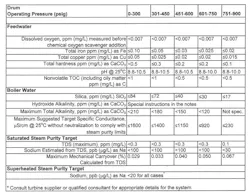
While all parameters from this table are important, one recommendation in particular stands out for this discussion, that being the low feedwater hardness concentrations at all pressures. Mineral deposition in heated vessels has been a problem for countless years. The primary culprit is calcium carbonate (CaCO3). The equation below outlines the scale-forming reaction between dissolved calcium and bicarbonate alkalinity ions.
Ca2+ + 2HCO3- ® CaCO3¯ + CO2 + H2O Eq. 1
In neutral or basic water, CaCO3 has a low solubility to begin with, but the compound is inversely soluble with temperature, a property that enhances deposition in heat exchangers and steam generators. Equation 1 in these environments can be expanded to:
Ca2+ + 2HCO3- + heat ® CaCO3¯ + CO2 + H2O Eq. 2
Deposition inhibits heat transfer, which not only lowers boiler efficiency but increases tube metal temperature. Tube deformation and eventual failure are common outcomes. Figures 2a and b below illustrate these effects.
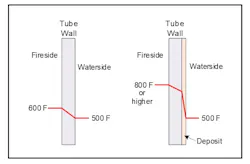

The clear takeaway from these examples is that makeup water impurities can potentially cause significant problems even in low-pressure boilers.
Ion exchange sodium softening to the rescue
In the early days of the steam boiler industry, makeup water treatment methods were not firmly established. Operators quickly learned that hardness would induce scaling. Rudimentary treatment methods to combat deposition included physical loading of potato peels or sawdust into the boiler, as some of the organic compounds in these natural materials sequester hardness. Such methods were obviously not very scientific. The fabrication of synthetic ion exchange resins for makeup water treatment greatly improved hardness control.

This development led to the evolution of modern industrial steam generation networks, as generically outlined in Figure 4.
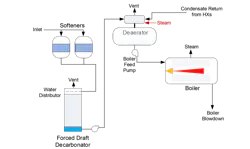
Softening is a straightforward process, where the huge number of active sites on the resin beads exchange sodium for calcium and magnesium. A sodium softener, when combined with a downstream forced draft decarbonator or dealkalizer unit, can readily produce water suitable for the guidelines shown in Table 1. Resin regeneration is accomplished with non-hazardous brine solutions.
However, two issues suggest that a more refined approach to makeup water production may be warranted. First is that while softening/decarbonation removes the bad actors that cause CaCO3 scaling, all other constituents, including chloride, sulfate and silica remain. These compounds can rapidly accumulate in the boiler water, requiring significant blowdown to maintain concentrations within recommended guidelines not only for boiler protection but also to prevent excessive impurity carryover to steam.
Second, and this is an operational issue that has occurred repeatedly over the decades, is inadequate attention given to makeup water treatment while plant personnel focus on process chemistry and engineering. Figure 5 is a photo of a boiler tube that has layered CaCO3 deposits, indicative of frequent softener overruns that allowed hardness leakage and scale formation per Equation 2.

Any makeup treatment system, if not given proper attention, can potentially malfunction and initiate chemistry upsets in the steam generator and other equipment. Costs can be quite high if material damage ensues and especially if failures shut down unit processes or perhaps the entire plant.
From a technological perspective, RO offers a more comprehensive solution to industrial makeup water treatment.

The case for RO
RO is a membrane process in which water moves in a crossflow fashion along membranes housed within pressure vessels, as shown in Figures 7 and 8. Applied pressure from the RO feed pump forces purified water through the membranes to a central perforated pipe, while the concentrated reject stream exits each vessel.
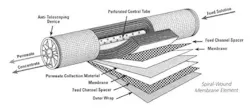
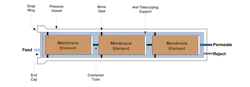
The key concept when comparing RO to sodium softening is that modern RO membranes can remove 99+ percent of the total dissolved ions from the inlet feed water, thus providing a pristine stream to the steam generator. The improved makeup purity significantly reduces boiler blowdown requirements and lowers the concentrations of impurities such as chloride and sulfate, which can be corrosive if excessively concentrated.
RO pretreatment is critical
A top priority for RO protection is particulate removal. The tight fit between membranes and spacers offers an ideal location for particles to accumulate, especially in the lead elements. Virtually every RO unit is equipped with a set of cartridge filters (5-25 µm, nominal pore size4) immediately upstream of the feed pump. The cartridge filters capture fine particles, but they do not have the capacity to serve as stand-alone filters. Clarification with effluent sand filtration was the common method for particulate removal for years, but micro- and ultrafiltration have become popular for solids removal in many applications.5
Another important pretreatment issue is protecting RO membranes from oxidizing biocides, and in particular, chlorine. Polyamide is the common membrane material, and it is a compound that contains nitrogen in the molecular structure. Chlorine bonds with nitrogen atoms and degrades the polymer. Both activated carbon filtration and feed of a reducing agent such as sodium bisulfite are methods to remove oxidizers. An important point to keep in mind is that some microbes can go into hibernation and then re-emerge once the biocide has been removed. Severe microbiological fouling of membranes is then quite possible. The author dealt with several of these cases in the past. One solution was feed of a non-oxidizing biocide immediately ahead of the RO cartridge filters to control microbial colony formation.
The continuous production of permeate generates an increasingly concentrated reject stream, driving compounds towards saturation levels. Typically, calcium carbonate (CaCO3) is the first mineral to precipitate from solution, but other potential deposits include calcium sulfate (CaSO4), silica (SiO2) and silicates. To this list can, at times, be added barium sulfate (BaSO4), strontium sulfate (SrSO4), calcium fluoride (CaF2) and calcium phosphate (Ca3(PO4)2). A comprehensive normalization program will determine the scaling potential of many compounds.4 From this data effective antiscalant(s) and dosages can be calculated. Modern control systems allow data to be displayed in real time, which can give operators and technical personnel a heads-up on system performance and upset conditions.
Even with well-designed pre- and internal treatment equipment and chemistry programs, RO membranes accumulate suspended and dissolved solids. If not removed, the solids will eventually cause irreversible fouling. Accordingly, periodic off-line cleanings are necessary to restore membrane conditions to near baseline. Recommended guidelines to initiate a cleaning are4:
- Loss of 10 to 15% in normalized permeate flow
- Increase of 10 to 15% in normalized differential pressure
- Decrease of 1 to 2% in salt rejection
Because fouling occurs on the concentrate side of the membranes, cleaning solutions are delivered through the reject piping. Piping and connections should be plumbed such that each stage can be cleaned individually with a fresh cleaning solution. Figure 9 illustrates the basic schematic of a cleaning skid.
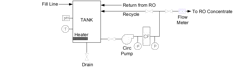
RO permeate is a requirement for cleaning solution makeup. Via the recycle line and tank heater, the solution is brought to an appropriate temperature range; 95°F-105°F is common. The operators then valve in the circulation loop to and from each stage. A standard component of the circuit is a cartridge filter (CF on the diagram), because the cleaning process releases particulates that need to be captured.
With the aid of feed water chemistry and operating data, a reputable RO equipment or membrane supplier should be able to recommend and/or provide formulations for optimal cleaning.
Disposal of the RO reject stream
For “normal” applications, the split between RO permeate and RO reject is 3:1. So, a unit treating 100 gallons-per-minute (gpm) of inlet water will produce 75 gpm of permeate and 25 gpm of reject. The reject constitutes a wastewater stream. A common receptacle for reject at plants with cooling towers is the cooling tower basin. Otherwise, the RO reject may have to be directly routed to the plant’s wastewater treatment facility. An issue this author had to deal with at several facilities was testing of biocides, antiscalants and additional chemicals in RO units (and other equipment) that were not originally included in the plant’s National Pollutant Discharge Elimination System (NPDES) permit. It is vital to contact the appropriate regulatory personnel to receive approval, even just for testing, of new chemistries.
Conclusion
Technology has steadily evolved for makeup water production to industrial steam generators. An issue not addressed in this article due to space limitations regards dealing with condensate return streams. Depending on the plant processes, a wide variety of contaminants may be in the condensate return, and which may require special removal methods. Perhaps we can examine some of these details in a future article.
Disclaimer
This article is based on the author’s experience. It offers general information and should not serve as a design specification. Every project has unique aspects that must be individually evaluated by experts from reputable water treatment firms.
References
1. “Consensus on Operating Practices for the Control of Feedwater and Boiler Water Chemistry in Industrial and Institutional Boilers”; American Society of Mechanical Engineers, New York, NY, 2021.
2. Buecker, B., and Shulder, S., “Combined Cycle and Cogeneration Water/Steam Chemistry Control”; pre-workshop seminar to the 40th Annual Electric Utility Chemistry Workshop, June 7-9, 2022, Champaign, Illinois.
3. Buecker, B., and Sylvester, E., “Modern Makeup Water Treatment Methods for Combined Cycle, Cogen, and Other Energy Industries”; Knowledge Hub presentation for POWERGEN 2025, February 11-13, 2025, Dallas, Texas.
4. W. Byrne, Reverse Osmosis: A Practical Guide for Industrial Users, Tall Oaks Publishing, Littleton, Colorado, 2002.
5. SAMCO, “The Essential Guide to Microfiltration and Ultrafiltration Membrane Systems”; www.samcotech.com.
About the Author
Brad Buecker
Senior Technical Consultant with SAMCO Technologies
Brad Buecker currently serves as Senior Technical Consultant with SAMCO Technologies. He is also the owner of Buecker & Associates, LLC, which provides independent technical writing/marketing services.
Buecker has many years of experience in or supporting the power industry, much of it in steam generation chemistry, water treatment, air quality control, and results engineering positions with City Water, Light & Power (Springfield, Illinois) and Kansas City Power & Light Company's (now Evergy) La Cygne, Kansas, station. Additionally, his background includes eleven years with two engineering firms, Burns & McDonnell and Kiewit, and he spent two years as acting water/wastewater supervisor at a chemical plant. Buecker has a B.S. in chemistry from Iowa State University with additional course work in fluid mechanics, energy and materials balances, and advanced inorganic chemistry. He has authored or co-authored over 300 articles for various technical trade magazines, and he has written three books on power plant chemistry and air pollution control.
He is a member of the ACS, AIChE, AMPP, ASME, AWT, CTI, and he is active with Power-Gen International, the Electric Utility & Cogeneration Chemistry Workshop, and the International Water Conference. He can be reached at [email protected] and [email protected].