Optimizing clean-in-place systems and automation strategies increases equipment availability while reducing costs

Clean-in-place (CIP) systems used in the food and beverage and life sciences industries have been common for more than 50 years, but those industries are still finding ways to optimize the processes and improve overall performance.
The effectiveness of CIP methods depends first-and-foremost on the design of the production equipment being cleaned since poor piping practices and tank construction can be difficult to handle by any method. This has largely ceased to be a problem since operators and engineers over the last several decades have had the benefit of resources such as 3-A Sanitary Standards and the American Society of Mechanical Engineers Bioprocessing Equipment BPE – 2019 standard.
Where these standards are applied rigorously and the equipment is inspected and validated by the relevant regulatory agency, well-applied CIP methods provide complete and consistent cleaning and sanitation. Nonetheless, the question that engineers should ask is, “Does my CIP system work as quickly and efficiently as it could?”
If we take it for granted that a given CIP system can clean its respective production equipment, we must start digging deeper into more subtle but equally important questions:
- Does it waste water or overuse cleaning chemicals, thereby increasing cleaning costs?
- Does it waste energy by using hot water and pumping capacity inefficiently?
- Does it waste time by taking too long to complete its cycle, thereby reducing available production time?
Let’s look at the mechanics of CIP processes and see how to answer these questions.
Basic CIP functionality
Generally, a CIP system consists of a group of tanks, pumps, valves and a controller, assembled onto a skid (Figure 1). It might be mounted permanently to service a single production line, or it can be mobile to connect to multiple smaller lines. It may use steam or electricity to heat the solution as required. CIP does its job by forcing cleaning and rinsing solutions through the production line’s piping, valves and tanks.
Each production line will have its own cleaning regimen, calling for specific cleaning chemicals (e.g., caustic washes and acid rinses), with required concentrations, temperatures and cycle times. The chemicals must be pumped through with sufficient volume and pressure to fill all piping and create internal turbulence able to support the cleaning action. After a CIP cycle, chemicals are normally routed back to the skid and may be reused multiple times.
A skid must have a variety of instruments to verify that pressures and volumes are sufficient to fill the piping, and that the solutions are at required temperatures. Monitoring the solutions themselves may call for pH or conductivity readings to verify that they retain essential concentrations and are not becoming neutralized.
Proceeding through a cycle calls for opening valves and activating pumps to distribute each solution in the correct sequence. Old systems were largely manual and required mechanisms to prevent an inexperienced operator from making mistakes, such as pumping acid rinse into the caustic tank. These days, all but the most rudimentary systems are now automated using a programmable logic controller (PLC) or similar controller. Still, the nature of the operator’s human-machine interface (HMI) and the reporting a given system can provide varies greatly among manufacturers. Moreover, CIP skids often exist as islands of automation, isolated from larger control platforms, and plant networks, and in these cases gathering system data ends up being a manual effort.
For the balance of this article, we will look at methods users can apply to evaluate and optimize an existing CIP process, including its supporting hardware and control strategy.
Understanding and potentially modifying CIP sequences
To determine where changes can be made, it is important to understand why a given CIP process is arranged the way it is.
- Cleaning agent chemistry selections are designed to create reactions with specific production residues.
- Cleaning agent contact time and temperature ensure sufficient reaction time for full residue removal.
- Achieving required flow and pressure ensures sufficient turbulence through the system.
These values are usually established through lab tests during validation procedures to verify that the equipment is truly cleaned. Often this involves disassembling the production equipment to take swab samples and inspect for residue. For example, tests may conclude that 20 minutes of run time with a specific caustic cleaner at 80°C is necessary, but a system evaluation should examine which other times, temperatures and concentrations may have been considered.
Did the original engineers try 15- or 10-minute sequences to see if they did equally well, or did they decide to stay on the safe side with longer times? Must the cleaning solution be so hot? Do similar pieces of production equipment have similar cleaning regimens?
When all the steps of a CIP sequence are 20% longer than they need to be, a full cycle could easily consume an extra hour or more, delaying start of the next batch by that much time for every cleaning cycle. Similarly, heating the solutions more than necessary simply wastes energy. A more effective cleaning agent might be able to reduce all the other operational factors. Of course, making such changes will require re-validation, but the savings over time should justify the additional testing.
The key to reducing CIP costs and time is monitoring, which requires instrumentation and associated automation systems. Designing and building CIP skids is a competitive business and OEMs must keep costs in line, so instrumentation selection as originally delivered could often reflect the lowest-price supplier able to fulfill the most basic functions.
Individual instruments may benefit from upgrading with more robust and stable units, such as pressure transmitters. For example, when measuring pressure, a skid’s original equipment may be a simple sensor, or even a mechanical gauge. These require frequent calibrations and maintenance when compared, for instance, to the stability and reliability of Emerson’s Rosemount 3051S Series, which is suitable for both pressure and differential pressure flow measurement.
In other cases, adding more measurement points can help improve efficiency. For example, when evaluating the efficiency of a heat exchanger, both the inlet and outlet temperatures are necessary, and often, only the outlet temperature is available. There are many temperature sensors available with sanitary configurations in Emerson’s Rosemount 68Q Sanitary Temperature Sensor family (Figure 2) for this purpose.

Most important: improving control
As mentioned earlier, all but the most rudimentary systems are automated, however the extent and effectiveness of the automation can vary enormously. At the very least, a PLC used to automate a skid should be able to manipulate valves, activate a pump and interface with basic instrumentation, such as a flow meter or temperature sensor. A simple HMI can indicate which step of the process is running, and it can point out an alarm state should a tank run dry unexpectedly. Such a system depends on having an operator nearby who can keep an eye on things and jot down results by hand on a form as they happen.
If the cycle ends and the operator is not nearby, the skid and production line may sit idle, delaying the next production run. Hopefully, the hand-written summary of the cleaning run will be entered, manually, into the batch record.
A better alternative
When a CIP system has a sophisticated control system combined with top-notch instrumentation, the opportunity to save costs and shorten cleaning cycles can be realized.
First, the basic HMI can be replaced with a dashboard (Figure 3) showing all cleaning-related variables in real time, including:
- Water and cleaning chemical consumption.
- Steam use and other utilities such as compressed air.
- Levels in all storage tanks.
- Diagnostics of equipment condition for pumps, valves, strainers, etc.

Second, data collected by the new dashboard can be summarized automatically in a customized reporting format (Figure 4) at the end of the cycle, with all variables tracked. A modern HMI uses analytics to compare the most recent cycle with previous experiences, offering a score on how well that cycle utilized steam, chemicals, etc. These results can be uploaded automatically to the larger automation host without any manual recordkeeping, and then added to the batch record.

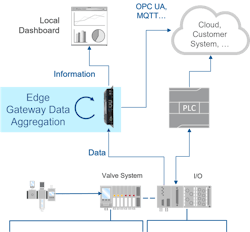
Third, this dashboard and associated analytics can be layered onto existing CIP systems, independent of existing controllers, instruments and sensors (Figure 5). To realize the greatest benefits, some of these other elements may need to be upgraded, however this is not always the case.
Fourth, when the CIP controller and process analytics are integrated with the automation host running the associated production unit, CIP operations can be launched automatically, calling for little or no manual intervention. Some configurations may require a manual piping changeover to preclude cross-contamination, but the other steps can happen without intervention. Data collected from the cleaning cycle can be added directly to the batch record, and the cleaning process can be improved over time based on trend data from previous cleaning cycles.
Fit for industry demands
The need for this kind of CIP optimization is greater than ever as the food and beverage and life science industries face growing challenges, including:
- Global growth of demand for processed food, dairy products, beverages and pharmaceuticals.
- Shortage of skilled labor.
- Drive to reduce carbon footprint.
- Increased plant automation overall.
- More stringent requirements for batch records.
- Demand for wider varieties of products requiring smaller batch sizes and faster turnaround.
The challenges associated with all these changes can be mitigated by improving CIP cycles, since such improvements increase the amount of available production time without major capital investments, while also reducing energy usage. Adding sophisticated instrumentation, connectivity and control delivers more from existing installations — and with quick payback.
Vince Massey is the business development manager for Emerson’s PACSystems portfolio. He has responsibility for helping food and beverage and life science customers solve their most pressing challenges by leveraging the industrial automation and controls portfolio.
Emerson
About the Author
Vince Massey
Business Development Manager for Emerson’s PACSystems portfolio
Vince Massey is the Business Development Manager for Emerson’s PACSystems portfolio. He has responsibility for helping Food & Beverage and Life Science customers solve their most pressing challenges by leveraging the industrial automation and controls portfolio.