Mechanical conveying part 2: Six options for mechanically conveying powders and bulk solid materials

Part 1 of this article in the July issue of Processing discussed characteristics that various mechanical conveyor types have in common and factors to consider when selecting a mechanical conveyor. Part 2 will concentrate on six of the most popular mechanical conveying options for the processing industries: belt conveyors, screw conveyors, bucket elevators, drag conveyors, tubular drag conveyors and flexible screw conveyors.
Belt conveyors
A belt conveyor system consists of two or more pulleys, with an endless loop — the conveyor belt — rotating around them. One or more of the pulleys are powered, moving the belt as well as the material carried on top of the belt.
Layout and sizing
Any distance from a few feet up to several miles is possible, including gradual curves over long distances, but sharp bends or direction changes are not possible. Belt conveyors are most efficient in a horizontal orientation, though many materials can accommodate upward angles up to 25 degrees. The conveying rate will be reduced by roughly 5% for a 10-degree upward angle, 10% for 15 degrees, and 20% for 20-degrees.
The material’s cross-sectional area on the belt is critical to determine throughput, and the material’s bulk density can vary considerably depending on whether the material is loose, packed or aerated. Belt speed can be 500 to 1,000 feet per minute for high-tonnage conveyors, but most conveyors operate at much slower speeds of 50 to 100 feet per minute.

Advantages
Belt conveyors can be applied to a huge range of rates and distances and are often the most cost-effective option for conveying large tonnages over a long distance. Multiple material inlets are possible, which can be useful for dispensing ingredients in a blend, such as trail mix, from separate feeders as the mixture is conveyed to a packaging machine. Belt conveying is generally gentle on the material being conveyed, unless it is scraped, ejected at high speed or dropped from height at the end of the belt.
Disadvantages
Belt conveyors are not suitable for fine, dusty or overly free-flowing materials, which will float or spill off the edges of the belt. Sticky and cohesive materials will stick to the belt, causing buildup and contamination. Also, since most belt conveyors are open to the environment, they are often not the best option if spillage, contamination or dust are concerns.
Most belt conveyors can only have one destination and can generate dust as material falls off the belt at the end. Dusty materials will require proper dust collection. Designing a suitable dust collection hood is essential and sometimes difficult.
Moving parts include the belt, drive pulleys, idlers and tensioners, all of which are exposed to the material being conveyed and will experience wear and require maintenance.
Screw conveyors
Screw conveyors consist of a rotating screw within a trough or tube. As the screw rotates, its flights push the material along the bottom of the trough.

Layout and sizing
Screw conveyors are generally a few feet up to 40 feet in length, but any distance from a few inches to 150 feet is possible. Curves and bends are not possible. For direction changes, the material usually travels in one direction via one unit, then drops into a second screw conveyor to make the direction change.
Screw conveyors are most efficient in a horizontal orientation. For some materials, upward angles and even vertical conveying are possible, but somewhat free-flowing materials will "fall back" as the upward angle increases, and the conveying rate will suffer. The estimated conveying capacity of average materials will be reduced up to 5% for a 10-degree upward angle, 10 to 40% for 20 degrees, and 20 to 70% for 30 degrees. This loss of efficiency can be overcome by using a bigger screw or turning the screw faster, but other conveying options may be better for free-flowing materials.
The fill percentage is best determined with support of the screw supplier, based on the material characteristics. Fill is kept well below the screw’s middle point to keep material from touching the bearings on the center shaft. A 30% fill is common for most normally flowing materials, but it can vary from 15 to 40%.
Bulk density can vary considerably depending on whether the material is loose, packed or aerated. For best results, measure bulk density using the applicable parameters after appropriate sampling. Screw rotation speed is typically 30 to 60 rpm but can be as high as 150 rpm for some materials and applications.
Advantages
Screw conveyors are available in many standard configurations and sizes. Standard units are mass-produced, stocked as components and then inexpensively and quickly assembled to order, making them very cost-effective. Small units can handle rates as low as grams per hour, while large units can convey up to 50 tons per hour. Multiple inlets are routine. Multiple outlets can be achieved by having several discharge points, each with a shut-off gate valve. Dust is generally not a concern since the conveyor is enclosed. However, material falling out at the discharge can generate dust.
Special features, customizations and process adaptations include:
- Mixing screws with specially shaped flights that convey most of the material forward but throw some material backwards, allowing separate ingredients to be introduced simultaneously while discharging a homogeneous mixture at the end.
- Heat transfer can be achieved by using a hollow screw or trough through which a heating or cooling fluid is circulated.
- Gravity flow of difficult material from bins and silos can be achieved by placing special screw conveyors at the outlet. If the screw conveyor has a large inlet that matches the bin outlet, then special screws with variable pitch or variable shaft diameter can achieve mass flow discharge from the bin.
- Screw flighting is available in various shapes and geometries for specific materials or applications.
Disadvantages
Direction changes are not possible, and clearance is necessary between the trough and the bottom of the screw. A heel of material will remain in the gap and will not be cleaned out. If cross-contamination, hygienic cleaning or a clean discharge of material is important, then screw conveyors are probably not the best option.
Material can get crushed between the screw and housing, so screw conveyors are not the best option for delicate or fragile materials. Sticky, cohesive or adhesive materials may stick to the screw, reducing effectiveness and cleanliness. Screw conveyors are also not the best option for abrasive materials, which will wear out the screw and housing. While trough-style conveyors with flat lids are the least expensive, they are difficult to seal and can leak when conveying fine or dusty materials. Tubular housings contain dust but are more expensive.
Moving parts include the screw, drive, and bearings. Screw conveyors are sized to keep material well below the center shaft where the bearings are located, but all parts within the housing are still exposed to material.
Bucket elevators
Bucket elevators consist of a series of equally spaced buckets attached to a moving belt or chain. Each bucket gets filled as it passes through a pile of material at the bottom of the unit then carries the material upwards and flings it out by centrifugal force as the belt rotates around the head pulley at the top.

Layout and sizing
Most bucket elevators carry materials only in a vertical direction and rely on high belt speed to fling material out of the bucket at the discharge. Some designs are inclined, in which case the discharge chute can be set partly under the head pulley. Their speed may be slower since they do not depend entirely on centrifugal force to discharge the material.
Most bucket elevators are unidirectional, but a few designs allow direction changes, typically to form an "S", "L", or “ Γ” shape. On such conveyors, the buckets swivel to remain horizontal when the belt changes direction and then are mechanically tipped to empty the material at the discharge point.
Suppliers offer a variety of bucket shapes and sizes. The belt or chain speed is often 150 to 400 feet per minute. For delicate materials with swiveling buckets, the speed can be less than 100 feet per minute.
Advantages
Bucket elevators are simple and reliable and come in a variety of standard sizes with conveying rates up to hundreds of tons per hour. Standard buckets are mass-produced, and units are fairly cost-effective. They are often the least expensive option for moving high tonnages vertically. Special swiveling buckets can be used to handle delicate materials at slow rates.
Disadvantages
Direction changes are only possible with special swiveling buckets. Bucket elevators have one inlet and one outlet. For systems requiring more than one destination, it is common to add either a horizontal conveyor or a gravity diverter valve and chutes at the bucket elevator outlet.
A pile of material in the bottom “boot” of the housing does not clear out during normal operation. If cross-contamination, hygienic cleaning or a clean material discharge is important, the bucket elevator is probably not the best option.
Most designs rely on high belt speed to discharge the material, which can generate dust, depending on the material; therefore, a dust collection system must be added to pull air and dust from the top and bottom of the elevator.
Moving parts include the belt, buckets, drive, pulleys, tensioners, and bearings. The high conveying speed causes wear on the buckets and at the discharge end’s contact points.
Bucket elevators are intended for granules and larger particles and are not often used for powders due to flooding and dusting. They are not recommended for sticky, cohesive or adhesive materials that may stick to the buckets and belt.
Drag conveyors
A drag conveyor uses paddles or flights attached to one or more endless chain loops to drag material along a trough or channel. Material enters from above at one end of the conveyor and is dragged along the chute to a discharge in the bottom of the chute at the other end. The empty paddles and chain travel along the top of the housing back to the pickup point.
Layout and sizing
Drag conveyors are generally 20 to 200 feet long but can be up to a few hundred feet long. Most drag conveyors are horizontal and unidirectional, but some allow a simple direction change, such as a horizontal section followed by an upwards angle. Sloped conveyors will have less conveying capacity if the slope exceeds 10 degrees or so. Above 10 degrees up to 30 degrees often requires specially shaped paddles, slower speeds and less cross-sectional fill. It is common to use units that are 15% bigger for a 15-degree slope, and 30% bigger for a 30-degree slope.
Most drag conveyors operate at 75 to 150 feet per minute, while conveyors for abrasive or heavy materials operate at 25 to 50 feet per minute to reduce abrasive wear. Bulk density can vary considerably depending on whether the material is loose, packed, or aerated. For best results, bulk density should be measured using appropriate parameters after proper sampling.
Advantages
Drag conveyors use up to 50% of the available space within the housing instead of the typical 20 to 40% of other conveyors. This means that they can be smaller than other conveyors and operate with lower power requirements. Small units can handle hundreds of pounds per hour, while large ones can convey up to a few hundred tons per hour.
Drag conveyors are best suited for dry, free-flowing materials and can have multiple inlets. Multiple outlets can be achieved by having several discharge points, each with a shut-off gate valve. Dust is generally not a concern since the drag conveyor is enclosed, but material falling out at the discharge can cause dust.
Disadvantages
Direction changes are limited. Material dragging along the trough or chute can cause wear to the housing. More expensive wear-resistant construction is required when conveying abrasive materials.
Drag conveyors are not intended for hygienic service or if material cleanout or cross-contamination is a concern. The chain and paddle assemblies have many gaps and crevices, making cleaning impractical. A small heel of material generally remains in the housing.
Sticky, cohesive or adhesive materials are not appropriate since they will stick to the chain and paddles. Material buildup will increase friction and power requirements and reduce conveying rates.
Moving parts include the chain, sprockets, drive, tensioners, and bearings. Everything within the housing is exposed to the material.
Tubular drag conveyors
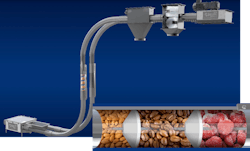
Tubular drag conveyors have circular discs attached at regular intervals to an endless loop of cable or chain, which is pulled through an enclosed tube. Material enters at the pickup point and is pushed by the discs through the tube to a discharge point, then the empty discs return through a separate tube back to the material pickup point.
Layout and sizing
Tubular drag conveyors are generally 20 to 100 feet long but can be a bit longer, with the number of bends typically becoming the limiting factor. Bends can be at any angle, but three 90-degree bends is generally the maximum. Layout is uniquely flexible and can be horizontal, vertical or at any sloped angle. Long-radius tubing elbows are normally used for bends.
The pockets between discs are kept from overfilling to avoid crushing or pinching the material, especially at the inlet. Filling at 50 to 60% of the available pocket volume is often recommended. Linear speed is generally slow to avoid material damage, with 20 to 140 feet per minute common.
Advantages
Tubular drag conveyors can convey in any direction and at any angle, and bends can be made in any direction and at any point in the system. Delicate materials can be conveyed with little damage, as the conveyors operate at relatively low speeds. And there is no crushing or pinching of the material as long as a controlled feed is used to keep material below the pinch point at the inlet. This conveying concept also makes them a good choice for light materials with bulk densities below 20 pounds per cubic foot.
Sizing follows standard tubing sizes from 2 to 8 inches in diameter. The largest sizes allow somewhat heavy materials to be conveyed at rates up to 40 tons per hour. But gravimetric conveying rates are typically much smaller since this conveyor is a good option for delicate materials, which often have lighter bulk densities. In other words, the sizing is often chosen to handle the volume of material being conveyed rather than the mass.
Manufacturing is based on standard sizes with standard options that can be configured as needed. Standard units are mass-produced, stocked as components, and then configured to order. Multiple inlets are routine. Multiple outlets can be achieved by having several discharge points, each with a shut-off gate valve. Dust is generally not a concern since the conveyor is enclosed, which also prevents contamination from the environment.
The discs fit relatively tightly within the tube, with no gap to retain material, though a small amount may cling to the discs and cable or chain at the end of a run unless the conveyor is cleaned. Cleaning devices and protocols allow for automatic dry or wet cleaning.
Disadvantages
In addition to the conveying tube, systems must include a separate, normally parallel, return tube. A chain loop may be more robust for high tonnages or abrasive materials, but wear is always a factor. Cable is a cleaner option than chain because it has no gaps or crevices, especially when coated.
Layout is limited to two or three bends to minimize stress from bending, which can reduce system life due to wear and stretching of the cable or chain. The cables and chains, especially long ones, will have some wear and stretching, so systems often include tensioning and wear-monitoring devices.
Moving parts include the disc and cable or chain assembly, drive, sprockets, and tensioners.
Flexible screw conveyors
Flexible screw conveyors consist of a rotating screw within a tubular housing. Unlike traditional screw conveyors, the helical screw has no center shaft and is somewhat flexible. The housing is also somewhat flexible since it is generally made of ultra-high molecular weight (UHMW) polyethylene tubing. The screw is not attached to anything except the drive unit at the top of the assembly, allowing the screw to rotate and float within the housing without additional supports or bearings.

Layout and sizing
Flexible screw conveyors are most suitable for simple “up-and-over” or “over-and-up” layouts, which may include a gentle bend in any direction. Horizontal, sloped or vertical conveying is achievable, with 45-degree angles being the most common. Single inlets and outlets are the norm. The conveyor inlet is almost always attached to the bottom of a hopper, such as one used to empty bags or bulk bags. Most conveyors are between 15 and 25 feet long. Units longer than 40 feet are rare.
While other mechanical conveyors have relatively definable capacity expectations, this is not true with flexible screw conveyors because a portion of the material will fall back instead of being transported forward. The amount of fallback varies greatly with material properties, screw shape and width, and conveying angle. In addition, the screw’s rotation speed is not directly proportional to throughput, so increasing the speed by 50% will not increase the conveying rate by 50%.
Accordingly, flexible screw conveyor sizing is typically achieved via testing or by extrapolating past results with similar materials (as long as the material properties and system layout are comparable). If conveying rate is important to your project, ask the supplier to guarantee the rate for your material and application.
Advantages
Flexible screw conveyors are simple and economical. The only moving parts are the drive and screw. Options are available that make the units easy to take apart and clean. Most flexible screw conveyors convey at low rates up to 2,000 pounds per hour, but larger ones can handle up to 20,000 pounds per hour. Some designs are small enough that the assembly can be portable, either skid-mounted or on rollers.
Components are mass produced in standard sizes and lengths and then inexpensively and quickly assembled to order, making the conveyors very cost-effective. It is easy to make them shorter by cutting off a portion of the housing and screw. Several different screw shapes are available to accommodate a variety of materials and applications.
Disadvantages
Flexible screw conveyors are not suitable for sticky, adhesive, cohesive or abrasive materials. High-moisture and high-bulk-density materials will be a challenge. Large particles or chunks are also a problem; generally, the particle size should be <10% of the tube diameter. Conveying efficiency is a challenge for aeratable and floodable powders, which may fall back rather than be conveyed upwards. Adding a flexible center core can minimize fallback.
Flexible screw conveyors are intended for use with a single inlet and a single outlet, and sharp bends are not possible. Material will not clean out by itself; a heel of material will remain until it is removed by different means, usually cleaning.
Longevity can be an issue with continuous use, and if the conveyor is operated without material, the screw will rub against the housing and cause excessive wear. Moving dry material through a plastic housing may create static electricity, so grounding is always recommended, and construction of static-dissipating materials may be required.
Final recommendations
Spend time upfront determining the goals for your system or project, then use those goals to choose the best conveyor type. Test your material’s properties and understand how those properties will affect your conveying system. Get advice from experts who do not have a vested interest in selling only one type of equipment.
Once you have narrowed your options, perform testing to confirm the conveyor meets your goals for rate, degradation, cleanout, etc. Most equipment suppliers have test labs where they can test your materials with their type of system. Make sure the test setup can be configured to approximate your layout. In addition, the K-State Bulk Solids Innovation Center can test material properties and perform full-scale flow, conveying, and handling tests with your materials.
Todd Smith has helped lead Kansas State University’s Bulk Solids Innovation Center since 2019. Previously, Todd spent 38 years in the bulk solids industry, first at DuPont, then as engineering manager at MAC Equipment (now Schenck Process), and then as general manager of Coperion K-Tron Salina and vice president of the company’s Global Systems Group. He earned a mechanical engineering degree in 1981 and an MBA in 1998, and he regularly lectures on all aspects of bulk solids handling.
About the Author

Todd Smith
Todd Smith is a bulk solids expert who helped manage Kansas State University's Advanced Manufacturing and Bulk Solids Technology Center (BSTC) from 2019 to 2025. The BSTC is the only university-centered facility and staff in North America dedicated to helping industry with bulk solid challenges and education. Previously, Todd spent nearly forty years in industry working with bulk solids — first at four DuPont plants, then at Mac Equipment and Coperion K-Tron.