11 tips for safe industrial dust collector operation

Processing plant operators rely on industrial dust collectors to keep employees and the working environment as safe as possible and to meet regulatory compliance. Here are 11 tips to make sure dust collector operation is occurring at top safety performance level.
1.Equip with deflagration protection
If a dust collector handles combustible dust, it must be equipped with deflagration protection. A common, cost-effective passive method is venting. An explosion vent opens when predetermined pressures are reached inside the collector, allowing the excess pressure and flame front from the deflagration to exit to a safe area.
A flameless vent consists of a housing that includes a panel of high-temperature mesh that absorbs heat and flame. This is installed over a standard explosion vent. During an event, the vent opens releasing the pressure and fireball into the housing. The mesh layers absorb the heat and flame and allow a portion of the pressure wave to safely pass into the working environment. This allows conventional venting to be accomplished indoors where it could otherwise endanger personnel or ignite secondary explosions. Other protection devices exist. Work with your dust collector expert to find the best that fit your application.
2. Understand pressure capabilities
Understanding the pressure capabilities of the collector is important in the specification and selection of vent sizing. Comparing venting vessel strength to the deflagration strength and vent burst pressure is key to effective deflagration protection.
Some of the combustible dust properties required to understand this concept are described by the Kst (Bar m/s – normalized rate of pressure rise) and Pmax (Bar – maximum pressure for an unvented dust explosion) values (see Figure 1).
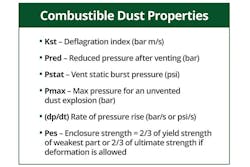
Figure 1. Combustible dust properties
As Figure 2 shows, burst pressure of the event is designed to be lower than enclosure strength, which will relieve the pressure of the deflagration before it can build to levels that would destroy the collector enclosure.
Figure 1. Pressure curve
3. Protect the ductwork
The National Fire Protection Association (NFPA) requires protection for the ductwork and safety processes upstream of the dust collector. Equip the ducting with a flow-activated isolation valve protecting downstream work areas and processes from the propagation of flame and pressure through the inlet duct when deflagration occurs in a dust collector.
During deflagration in a dust collector, the pressure wave will close the valve preventing the passage of flame and smoke to areas upstream from the valve. The valve latches shut and must be manually opened. If activated, components of the valve may be damaged and a thorough inspection is required prior to returning the valve back into service.
4. Don’t keep dust in the hoppers
A dust collector’s hopper should not be used to store dust. The hopper is only intended to funnel process dust to a storage bin. Dust that has accumulated in a hopper creates a potential fire or deflagration risk. Dust in the hopper may also diminish the collector’s performance by clogging the system and preventing the pulse-cleaning from doing its job. Self-dumping hoppers provide easy dust disposal while protecting against unwanted dust leakage between the collector and hopper.
5. Use pulse-cleaning controls
The dust collector’s cleaning system design works in conjunction with filter design. Selective cleaning controls provide an easy, maintenance-friendly way to keep filters clean.
Continuous cleaning is suited for porous dusts, such as silica and other minerals, high dust loading applications like thermal spray or plasma cutting, or lightweight dust such as fumed silica and paper fines.
On-demand cleaning is recommended for most dust types. This setting monitors the differential pressure across the clean-air section and the dirty-air filter section of the collector. It allows the operator to set a narrow range of differential pressures to activate and stop the cartridge cleaning. This setting uses the least amount of compressed air and provides optimum filter cleaning efficiency and filter life.
Downtime cleaning allows for time-based pulsing at the end of a plant shift, after completing a batch process or after an upset condition that may affect the filter’s performance. After the cleaning period is finished, the unit will shut off completely. This is an important feature because over-cleaning the cartridges during operation causes higher emissions, shorter cartridge life and higher energy costs due to overuse of compressed air.
6. Comply with emissions regulations
The U.S. Environmental Protection Agency (EPA) and the Occupational Safety and Health Administration (OSHA) want to know that emissions will be at or below their required thresholds. The Minimum Efficiency Reporting Value (MERV) ratings scale provides a good indicator of a filter’s initial efficiency. However, it does not measure pressure drop, emissions while pulsing, energy performance or other parameters that better reflect dust collector efficiency.
A way to measure a dust collector’s emissions effectiveness is to test it according to the recently published ANSI/ASHRAE Standard 199-2016, Method of Testing the Performance of Industrial Pulse Cleaned Dust Collectors. The test measures four key performance parameters: emissions, pressure drop, compressed air usage and emission reading.
7. Practice safe filter change-out
Ideally, workers should never have to enter the dust collector to change the filters. Dust collectors that require entry during service put workers at risk and require companies to file confined space entry permits and monitor for gas. For optimal safety, filters should be positioned for ease of access and slide in and out of the housing readily.
Simple, quick-open, heavy-gauge doors can provide access to a fast cartridge change-out system that does not require entry into the collector. Look for doors that have an exclusive lock-out feature for worker safety.
8. Know when to change filters
A simple but important safety requirement is to change filters when airflow through the system reaches a differential pressure limit as prescribed by the manufacturer or when the pressure drop across the collector is negatively affecting the ability of dust collector operation and the dust collection system to capture the dust, thus allowing it to escape into the facility. Some long-life cartridge filters can operate for two years or even longer between change-outs. However, for heavy dust-loading applications, filter replacement might be more frequent.

Dust collector system
10. Prevent fire
For spark-generating applications, a range of features and technologies are available, from flame-retardant filter media to spark arrestors in the form of drop-out boxes, perforated screens or cyclone devices installed at collector inlets. Fire sprinkler systems may also be required with some installations.
Vertically mounted cartridges reduce fire and deflagration by reducing heavy loads of dust on the filters by the nature of their orientation. Conversely, with horizontally mounted systems, dust becomes trapped at the top of the filters. This situation can shorten filter life, provide a dusty surface for sparks to ignite and elevate the working pressure drop of the filter elements.
11. Add safety accessories
A dust collector’s safety performance can be enhanced with additional safety accessories. OSHA-compliant railed safety platforms and caged ladders can prevent slips and falls when workers access the collector for service. Lock-out/tag-out doors prevent injury caused by the inadvertent opening of doors during a pulsing cycle and/or exposure to hazardous dust. Where highly toxic dust is being handled, a bag-in/bag-out (BIBO) containment system may be required to isolate workers from used filters during change-out.
12. Include safety-monitoring filters
You might also want to equip your collector with a safety monitoring filter. This is a secondary bank of high-efficiency air filters that prevent collected dust from re-entering the workspace if there is a leak in the dust collector’s primary filtering system. A safety monitoring filter should be used in a dust collection system that recirculates air back into the factory environment.
Rick Kreczmer is director of aftermarket at Camfil APC, a global manufacturer of dust, mist and fume collection equipment. He may be reached at 800-479-6801, 870-933-8048, or [email protected].