Conquering the main wear factors in diverter valves

A diverter valve is used to divert material from one source to different destinations in a pneumatic conveying system or a gravity pipe. Pellets, granules or fine powders passing through the diverter valve cause wear along the valve’s passage, especially with abrasive products as used in the mineral and cement industries. Examples are raw meal, lime, fly ash, bypass dust, clinker, cement, petcoke and lignite to name a few. Diverter valves that have been designed with main wear factors in mind make it possible to convey even highly abrasive powder bulk materials economically and reliably. They also enjoy a long service life and are easy to maintain.
Erosive wear & mechanisms
Research at Coperion’s test facility identified erosive wear as the main type of wear in a diverter valve. Therefore, the main aim is to protect components against this type of wear by adjusting the design and using non-wearing materials in an economical manner.
The type of erosive wear depends on the angle of impact of the product on the surface of the component. Depending on use, this results in sliding erosive wear (angle of flow parallel to the surface), angled erosive wear (angle > 0° and < 90° to the surface) or impact wear (impact angle = 90°). As shown in Figure 1, sliding erosive wear and angled erosive wear result in a cutting action. When angled, erosive wear changes to impact wear; the wear mechanism shifts from a cutting form of erosion to a shattering form of erosion.
In microcutting or furrowing, grooves are formed into the contacted material due to the shape and angle of the particle. The groove material becomes detached. In microfatigue or ploughing, many particles continually hit the same area on the contacted material, which causes detachment of the material over time — a slow fatigue. In microcracking or shattering, highly concentrated hard abrasive particles hit the contacted material and cause cracks, which spread rapidly across the material. The material becomes detached and particles can break apart.
In accordance with these wear mechanisms, hard materials that are resistant to furrowing and ploughing are suitable for use in applications in which sliding and angled erosive wear occur. With the increasing influence of impact wear, hard materials become sensitive to the subsequently prevailing shattering mechanism. Therefore, more elastic materials are suitable for such applications to dampen the impact energy of the particles. The behavior of hard materials such as ceramics and hard alloys is correspondingly positive at flat angles. More ductile materials, such as normal steel, and elastic materials, such as rubber, have advantages when used in systems subject to impact wear.
Product wear properties
The wear properties of conveyed products mainly depend on the following factors:
- Particle shape
- Particle size
- Particle hardness
- Particle velocity
- Particle angle (see Figure 1)
Wear primarily occurs with hard products. Even if two products are identical with regard to hardness and particle size, a sharp-edged product can generate more wear compared to a round product contour.

Figure 1. Effects of particles hitting the housing surface inside the valve
With regard to the particle size, a few large particles result in a higher level of wear than the same quantity by weight of smaller particles. One main reason is that a large particle can damage the surfaces with its high energy levels to a disproportionate degree. In contrast, very small particles generate very low levels of wear, whereby particle sizes of <1 µm hardly result in any wear at all. A higher conveying velocity, therefore, results in higher impact velocities and so higher impact energy, which in turn causes a higher level of wear.
Erosive wear test facility
At Coperion’s wear test facility, the wear effects on components are examined under realistic conditions. This test facility can be used to examine products ranging from very fine powders to high-wear pellets with a diameter of several millimeters. Conditions in the pipe are simulated over a long acceleration section. The products are shot onto a sample holder on which the various impact angles can be adjusted by a pivoting device.
Testing wear protection of materials
Products that are often transported in conveying systems and that can be procured again regularly with the same wear intensity are used for testing wear protection materials. When the degree of erosion has been determined by weighing, the loss in volume is calculated and used as a parameter for the performance of the material.
Materials for wear protection
Tungsten carbide and ceramics are among the strongest materials for use in pneumatic conveying systems. Tungsten carbide layers have a matrix structure in which the tungsten carbide particles, with their tremendous hardness, are contained in a more ductile nickel matrix. This wear protection is much less sensitive to impact. The more impact-sensitive ceramics have an even higher resistance to wear with flatter impact angles.

Figure 2. Coperion’s WZK dual-channel diverter valve
Depending on the application type of the tungsten carbide, changes in the matrix structure can result in further considerable improvements in the wear behavior.
Wear-resistant diverter valves
There are two design principles for wear-resistant diverter valves.
A ball-type diverter valve such as the Coperion WRK, closes the non-active outlet with a ball. A product cushion forms on the ball that protects the internal components against the wear-intensive flow.
Due to the protective product cushion, the diverter valve only needs high-efficiency wear protection at a few places, for example on the seat of the ball rotor. As a result, this diverter valve design is a very inexpensive solution, even for use in operation with highly abrasive products.
However, due to its design, residues always occur in a ball-type diverter valve after conveying. If this is not acceptable in the application due to cross-contamination, a dual-channel diverter valve (as the one shown in Figure 2) can be used instead. Depending on the wear intensity, the valve can be protected by using materials such as hardened steel, chilled cast iron, tungsten carbide and ceramic inserts.

Figure 3. Coperion’s WRK diverter valve with ceramic wear protection rings in place and product buildup inside the valve during operation
Figure 3 shows the typical areas for heavy wear in a diverter valve (protected by ceramic rings) and illustrates the function of the product cushion. The lighter areas inside the housing show product material. Without this product buildup, the abrasive particles flowing through the valve would erode the inside surface of the valve. Particles constantly bombarding the ball rotor (rotating part) would cause erosion on this part, too. Further erosion would typically occur at the outlet around the sealing surface.
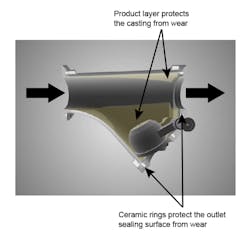
Figure 4. Perspective view showing the ceramic wear protection ring from inside the diverter valve
Optimal design
Wear-resistant diverter valves have been designed for applications with highly abrasive products. The single-channel diverter valve design shown in Figure 3 exploits the effect of product layer protection inside the housing. As shown, the deliberate product buildup in front of the rotor and the grey cast housing protects these parts from being eroded by the conveyed product. Ceramic rings (see Figures 3 and 4) inserted in the outlet sealing surface prevent erosion and reduce wear at the outlet.
In addition, moving parts inside the diverter valve and the number of seals are reduced to a minimum. This reduces wear on the valve and minimizes the required maintenance of parts and related downtime.
The diverter valve has an inspection opening (see Figure 5) through which the rotor of the diverter valve can be replaced quickly without removing it from service (which is particularly useful when installed in difficult-to-reach locations such as high up on a silo). To enable the easy removal of the rotor, the valve has an additional removable plate to access and remove the actuator shaft. This enables the rotor to be removed and replaced through the inspection opening.
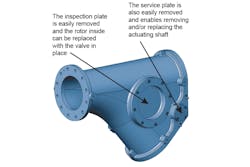
Figure 5. WRK diverter valve with inspection and service ports
Additionally, this diverter valve comes with a standard pneumatic drive and has an optional electrical drive, which is often used when the valve is installed outside in extreme temperatures, preventing downtime due to freezing air lines, leakages from air lines and/or air supply failure.
Summary
Intensive research has identified the causes of wear and the destructive mechanisms inside a diverter valve. The understanding of material flow, new developments in the field of wear-resistant materials and comprehensive material handling know-how have paved the way for applications that include conveying highly abrasive bulk material in pneumatic conveying systems and gravity pipes. Most efficient wear protection, high reliability, a long service life and easy maintenance make these type diverter valves a rewarding investment and open up new opportunities for industries where highly abrasive materials are handled.
Sebastian Gellert is head of sales and business development of Coperion Components for the minerals industry. He has been with Coperion for 10 years and within that time has been responsible for the network support of Coperion subsidiaries in India, Singapore and Japan. Currently he and his team are serving the minerals industry with components for bulk material handling of abrasive products like cement, coal, lime, alumina, fly ash, biomass, etc. Gellert holds a degree in industrial engineering. He may be reached at [email protected].
Keith Kressley is product development manager for Coperion and Coperion K-Tron Components. He has been with Coperion K-Tron for 30 years and within that time has also held the position of general manager for the division of K-Tron Electronics. Currently he is responsible for growing the company’s component business in the Americas. Kressley earned a Bachelor of Science in physics engineering with a minor in microelectronics from Rutgers University and an MBA from Rowan University. He may be reached at [email protected].
Gary Werth is sales manager for Coperion K-Tron Components with prior responsibilities of rotary valve product manager/regional sales manager. He has been with Coperion K-Tron for over 23 years and within that time has held positions with customer service, materials handling test lab, field services and engineering design. Werth’s vast experience has earned him the recognition of Coperion K-Tron’s rotary and diverter valve expert. Werth earned his education in specialized technical training for mechanical engineering technology. He may be reached at [email protected].
Coperion is the international market and technology leader in compounding and extrusion systems, feeding and weighing technology, bulk materials handling systems and services. Coperion designs, develops, manufactures and maintains systems, machines and components for the plastics, chemicals, pharmaceutical, food and minerals industries. Within its four divisions – Compounding & Extrusion, Equipment & Systems, Materials Handling and Service – Coperion has 2,500 employees and nearly 30 sales and service companies worldwide. Coperion K-Tron is part of the Equipment & Systems division of Coperion.