Powder characterization for effective powder processing


Powder processing industries exploit the range of behaviors that powders exhibit to deliver an array of valuable products. For example, the pharmaceutical industry manufactures formulations that aerosolize, for inhaled drug delivery, or that compact to form oral solid dosage products in the form of granules and tablets. In the paint and coatings industry, fluidization behavior underpins the application of powdered coatings, and additive manufacturing is an exacting application in terms of powder flowability, which directly impacts processing rates and product quality. All these applications, and many others, share a requirement for relevant and effective powder characterization, but they differ substantially in terms of the conditions to which they subject powders. This is an important issue.
This article considers the fundamentals of powder behavior within the context of demonstrating the understanding required for industrially relevant testing and successful processing. A key focus is the impact of the process environment on bulk powder behavior. Dynamic powder testing, a method with a proven record of process relevance is introduced, and the value of multi-faceted powder characterization is explained with reference to different applications.

Thinking about powders
To understand the challenges associated with powder testing and processing it is useful to have some understanding of the fundamental characteristics of powders.
Powders are bulk assemblies consisting of solid particles, low levels of moisture and, typically, uncontrolled quantities of air. The terms powders and particles are often used interchangeably but considering a powder as a bulk assembly highlights how misleading that can be. While powder behavior is obviously impacted by the properties of the solid particles, for example, particle size, shape, surface properties or density, it is also affected by the ingress of moisture or the loss of air. Bulk powder behavior is a complex function of factors relating to all three phases, and precisely modeling this complexity is beyond current capabilities. To quantify powder behavior, it must be measured.
Recognizing how many different variables influence powder behavior makes it easy to rationalize the challenges associated with measurement and processing. Changes in particle size, shape or surface energy, moisture level or degree of aeration all impact behavior so will therefore impact the result of a test. Achieving high repeatability in powder testing relies on the robust definition and control of a test method as well as careful consideration of the state in which the powder is being analyzed. For example, measuring a sample as quickly as possible, following extraction from a pneumatic conveyor, will generate different results from measurement after a few hours, if the sample deaerates on standing.
In a process environment powders can often be labeled as erratic or variable for analogous reasons. Behavior is not changing randomly, rather it is changing in response to variation in a parameter that is not adequately controlled and/or not considered influential. For example, the flowability of a feedstock consisting of friable particles may change if the material is subject to mechanical stress, which causes changes in particle size and/or shape distribution. Tracking an associated processing issue back to this root cause can be difficult.
Defining requirements for powder testing
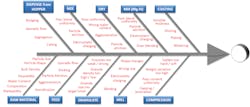
Assessing the potential problems associated with typical powder handling processes helps to set industrial requirements for powder testing in context. Figure 2a shows a schematic illustrating the different steps of a pharmaceutical tableting process including dispensing of raw materials from a hopper, granulation, multiple mixing/blending stages and compression. Each step must reach a successful conclusion to make a tablet of the required quality. Figure 2b highlights some of the issues that can be associated with each process step and prevent successful processing.
Some of the issues can be addressed by measuring and controlling particle properties, but this approach is not appropriate for many problems. Issues such as sporadic flow from the hopper, or in a feeder, granules that are too high or low in density, non-uniform blending or tablets that are too hard or soft require an understanding of bulk powder behaviour to elucidate the cause and by extension a solution. Such solutions may be a revised specification for a raw material or a change in process parameters.
It is evident that material moving through the process will be subjected to a range of conditions as it progresses towards a finished product. In a hopper powders rest under moderate to high stress levels, under the weight of stored powder, a variable consolidation force. Blending is a process associated with low stress but high shear while compression necessitates the application of considerable compaction force and consolidation of the sample. The inability to predict or mathematically model powder properties extends to being unable to securely calculate their response to a changing environment, so testing powders to support better processing requires the ability to measure precisely, under a wide range of process relevant conditions.

The benefits of dynamic testing
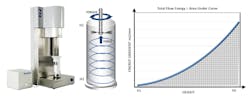
Dynamic powder testing was developed in the 1990s to answer the industrial requirement to test powders under conditions that represent the process environment. It is an intuitive technique and the principle of measurement is readily appreciated (see figure 3). Dynamic powder properties are generated from measurements of the axial and rotational forces acting on an impeller as it rotates through a powder sample, along a defined path.
Basic flowability energy (BFE) is a baseline dynamic property. It is measured during a downward traverse of the blade that subjects the powder to a forcing action, pushing it against the confining base of the test vessel; samples are conditioned ahead of measurement. Sample conditioning involves gentle, controlled displacement of the powder bed, to loosen and slightly aerate the sample, leaving it in a reproducible, homogeneous low stress state. Conditioning is an important contributory factor to the very high repeatability of dynamic measurements and the technique is inherently sensitive. As a result, dynamic testing is more differentiating than any other powder testing method, an important characteristic when it comes to detecting subtle differences that may impact process performance.
BFE measurements quantify confined or forced flow behaviour in a low stress environment and are widely applicable. Specific Energy (SE), in contrast, quantifies unconfined flow properties in a low stress state and is measured during an upward traverse of the blade, which applies a lifting action. This flow regime is more representative of a powder flowing freely under gravity, as in gravitational filling. Beyond these two different test modes a defining benefit of dynamic testing is the ability to tailor test conditions to simulate the process environment of interest.
For example, repeat BFE measurements indicate whether a powder is likely to maintain consistent flow properties over the course of prolonged processing. A Stability Index (SI) greater or less than 1, where SI is the ratio of BFE after a defined number of cycles to the initial value, is indicative of physical instability, for example, the breakdown of friable particles or the build-up of electrostatic charge. The response of the powder to air, up to the point of fluidisation, can also be directly quantified by measuring flow energy as air is passed up through the sample at a defined velocity. Aerated Energy (AE) is a BFE measurement carried out at a defined air velocity.
In analogous way dynamic testing can quantify the effect of consolidation (Consolidation Index — CI) and flow or strain rate sensitivity (Flow Rate Index - FRI) which is quantified by testing at different impeller speeds. The impact of moisture content, storage time and electrostatic charge can also be investigated through appropriate sample treatment and management. Furthermore, dynamic testing instrumentation, as exemplified by the FT4 Powder Rheometer, also enable shear and bulk properties to be assessed. Shear cell testing is a technique that was developed specifically to support a more scientific approach to hopper design. It quantifies the ease with which powders transition from a static consolidated state into dynamic flow following storage under moderate to high stress levels, and more generally can be useful for assessing the flowability of powders under these conditions. Bulk properties — bulk density, compressibility and permeability – provide insight into more inherent powder properties that can dictate bulk behaviour. For many applications, dynamic properties, sometimes in combination with certain shear or bulk parameters, define process performance. The capability to assess dynamic, shear and bulk properties is therefore extremely valuable when it comes to supporting and optimizing powder manufacturing.
Multi-faceted powder characterization in action
Investigating the correlation between powder properties and performance in a specific unit operation is helpful in illustrating the application of multi-faceted powder characterization and the value of dynamic powder testing.
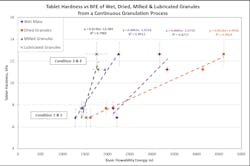
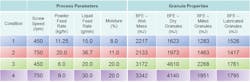
Table 1 shows data for a wet granulation process applied to produce blends for tableting1; granulation is used routinely to improve the properties of blends that are unsuitable for direct compression. A key point to note is that in such applications granulation is not producing the final product. Process optimization therefore relies on developing a granule specification that goes on to deliver acceptable tablet quality. In this experiment, processing conditions were manipulated to produce granules with two different BFE values. Conditions 1 and 2 produce granules with a lower BFE than Conditions 3 and 4 and this difference remains through subsequent processing steps, through drying, milling and lubrication. The vital question is — does that difference impact on tablet quality?
Figure 4 confirms that there is a clear correlation between BFE and tablet hardness, a critical quality attribute (CQA) for pharmaceutical tablets because of its impact on stability and disintegration characteristics.
These data illustrate that the performance of the wet granulation process can be captured by BFE measurements, that BFE data can be used to define granule quality. Granulation parameters can therefore be optimized to achieve a granule specification defined in terms of BFE, to ensure tablets of acceptable quality. This makes BFE measurements extremely useful for optimization of the manufacturing train, negating the requirement to tablet every batch of granules produced to determine their acceptability.
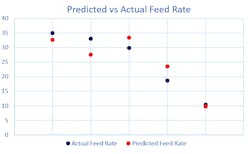
Figure 5 shows data from a study of the performance of five different powders in a screw feeder: calcium hydroxide, maltodextrin, milk protein, cellulose and calcium citrate2. The aim was to determine whether the feed rate delivered by the screw feeder at a frequency of 80 Hz could be predicted from the properties of the powders. The dynamic, shear and bulk properties of all five powders were evaluated before being run through a single screw feeder. The volumetric feed rate delivered by the feeder was measured in each case and a multiple linear regression was performed to determine a model describing feed rate in terms of powder properties. The resulting equation correlated feed rate with two dynamic properties – SE and FRI; no bulk or shear properties proved to be statistically significant.
Figure 6 shows two additional points for materials not included in the original regression — cement and lactose — illustrating the ability of the model to predict feed rate solely on the basis of dynamic properties. The results clearly illustrate the value of measuring dynamic flow properties for process design and operation.
Conclusion
Powders are processed under a wide range of different environments and manufactured products are similarly subject to a range of applied conditions during use. Powder behavior can vary considerably depending on the extent of aeration, changes in particle characteristics, the magnitude of applied stress and many other factors. Measuring relevant powder properties under conditions that simulate those of interest is therefore essential. In combination, dynamic, shear and bulk powder properties deliver a comprehensive, multi-faceted profile that can help processors understand and address issues relating to process and product performance. Instrumentation that delivers these capabilities therefore has much to offer powder processing industries.
References:
- Freeman, T. (2014) In Pursuit of Wet Granulation Optimization. Pharmaceutical Manufacturing. Available to view at: http://www.pharmamanufacturing.com/articles/2014/in-pursuit-of-wet-granulation-optimization/
- Predicting Flow Performance in Screw Feeders. Application note available to view at: https://www.freemantech.co.uk/news/predicting-flow-performance-in-screw-feeders
Jamie Clayton is Operations Director at powder characterization company Freeman Technology, based at the company’s headquarters in Tewkesbury, UK. He graduated from University of Sheffield with a degree in Control Engineering and is responsible for overall management of company activities, including the R&D, production, sales and customer support teams.
Freeman Technology
www.freemantech.co.uk