Combustible dust hazards of dilute phase pneumatic conveying systems

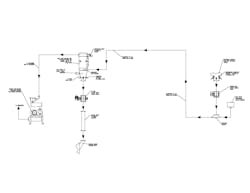
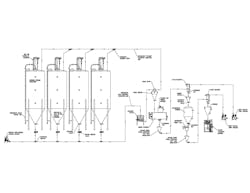
Dilute phase (versus dense or semi-dense phase) pneumatic conveying systems have been used for many decades in industry to transfer many types of materials from one or more locations to a single or multiple locations. Vacuum (or negative pressure) dilute phase systems are best used to convey from one or more locations to a single destination (Figure 2), while positive pressure systems are best used to convey from a single source to one or more locations (Figure 3), though there are exceptions.
Unlike dense and semi-dense phase pneumatic conveying systems, dilute phase systems are designed to provide sufficient airflow and velocity to keep the material being conveyed airborne (i.e., suspended within the piping/duct). This is basically correct whether the system pressure is negative or positive.
When properly designed, operated and maintained, dilute phase pneumatic conveying systems are one of the safest methods for conveying combustible dusts and particles. However, combustible dust hazards do exist in these systems, and each system must be analyzed and evaluated for its own unique hazards.
Determine the material’s explosive characteristics
According to NFPA 652 Fundamentals of Combustible Dust (2019 version) the owner/operator of a facility handling a potentially combustible dust is responsible for determining the explosive characteristics of that dust (Section 4.1). The following is the minimum information needed to sufficiently determine how the material’s combustible dust characteristics will affect the design, operation, maintenance and explosion protection of a typical dilute phase pneumatic conveying system.
- Determine the material’s Kst and Pmax values. These are necessary to determine any explosion protection and isolation requirements for the filter receiver(s) and possibly other portions of the system. Isolation is necessary to prevent the pressure wave and fireball from an explosion propagating back through the system and possibly causing secondary explosions and/or flashfires.
- Determine the material’s minimum explosive concentration (MEC) value. The MEC is the minimum amount of combustible dust, usually in grams per cubic meter, necessary to support an explosion or flashfire. This is imperative to show that a relatively small amount of combustible dust, when suspended in air around an ignition source, represents a high-risk situation.
- Determine the material’s minimum ignition energy (MIE) value. The MIE is the lowest energy, usually measured in millijoules, required to ignite a suspended cloud of a combustible dust. Unless electrical spark is of concern, the test should be without inductance in order to determine the material’s sensitivity to electrostatic discharge.
- In some cases, it can be advantageous to test for charge relaxation duration. This is the time required for a generated electrostatic charge in a material to dissipate. Examples of where this can be important include stearates, resins and sulfur compounds. A long charge relaxation duration (hours or more) can mean that the conveyed material will retain a significant electrostatic charge when in storage.
Other test parameters can be considered, but it should be up to the owner/operator to determine whether they will be of value.
The dust’s explosivity characteristics are not the only properties that should be considered as important. Examples include whether the material is cohesive and/or adhesive; whether the material is friable or subject to significant attrition, which can lead to significant increases in combustible dust mass when conveyed or handled; angle of repose, which affects the design of storage vessels, etc.; and moisture content, as some drier materials tend to be greater risks than materials with higher moisture content.
The need to know your material cannot be overemphasized.
Convey using negative pressure when possible
I tend to recommend vacuum (or negative pressure) dilute phase conveying systems for combustible dusts. This is because if there is a leak in the system, a vacuum system will leak inward, whereas with a positive pressure system, air (and potentially combustible dust) will leak outward into the workspace.
Also, when multiple material feed sources into the system are required, vacuum conveying is more easily adaptable. However, if the system requires discharging the material to multiple locations, a positive pressure system is more easily adaptable.
The owner/operator must determine which is best for the application.
Properly bond and ground the piping/tubing and components
Confirmed and documented (at least yearly, but more often for high-risk materials) bonding (i.e., continuity of the current carrying of the assembly) and grounding (to earth of the bonded components) is required (NFPA 652, Section 9.4.7). This is my minimum recommendation.
The main concern is the generation of a propagating brush discharge. This type of electrostatic discharge is created by the “brush off” of a layer where a charge exists, allowing the stored charge to be dissipated as an electrostatic discharge. This can occur in any dilute phase pneumatic conveying system where components are not properly bonded and grounded. Such electrostatic discharges can reach 1,000 millijoules, which is more than sufficient to act as an ignition source for most combustible dusts. This is also a concern where hoses are used, as the inside of a hose is often not designed to be conductive. Multiple vendors supply hoses that will rapidly dissipate electrostatic discharges from the inside of the hose.
Consider isolating the material feed location(s)
Isolating the material feed location(s) is often not considered, especially with a negative pressure system. If, during the analysis and evaluation of the various material feed locations (singular or multiple), a combustible dust hazard exists, then this hazard should be isolated from the rest of the pneumatic conveying system.
An example would be where a screw conveyor is being used to feed material from a hammermill, which is considered a high-risk ignition source. An explosion event in the hammermill or its components (such as a dust collector) could transfer to the pneumatic conveying system if no method is used to isolate the feed. A screw conveyor does not provide isolation. Using a Class 1 rotary airlock at the screw conveyor discharge (designed to shut off feed should an event occur) would provide isolation.
Protect and isolate the filter receiver
A filter receiver (also called an air-material separator or AMS) is basically a cylindrical dust collector designed to operate at higher differential pressures and material rates. Although not every filter receiver used in dilute phase pneumatic conveying requires explosion protection and isolation (e.g., ingredient transfer systems, NFPA 61), where an explosion hazard exists, such protection should be provided (NFPA 652, Section 9.7). Figure 1 shows a typical method of explosion venting plus a Class 1 rotary airlock valve (isolation is not shown). Figure 4 shows passive and active isolation methods to prevent propagation of an explosion event inside the filter receiver.

Examples of hazardous applications include conveying from the previously mentioned hammermill material discharge, where embers are possible; conveying material where foreign objects could be present; and conveying materials with low MIE values such as sulfur, resins or stearates. Some materials will become self-heating if they accumulate for long periods within the filter receiver. Also, it is important to note that, with or without bonding wires, most filters are insulators and will hold an electrostatic charge.
Make sure the designer, provider and installer know what they are doing
Any dilute phase pneumatic conveying system can become an unwanted combustible dust hazard if it is improperly designed or installed or is the wrong equipment for the application. There are highly qualified equipment suppliers that can both design and provide the proper equipment. Some can also install and commission the system. It is up to the owner/operator to make sure the company or companies selected for each part of the system’s development know what they are doing. A failure in any phase of system creation can result in an unacceptable increase in combustible dust hazards.
Provide training in proper system operation and maintenance
One can have the best possible dilute phase conveying system for an application, but if it is not properly operated and maintained it will quickly become a greater combustible dust hazard. First, make sure the system supplier provides a usable and complete operation and maintenance manual. Second, require that same supplier (or another viable source) to train your personnel in the operation and maintenance requirements for the system. This should be done with all shifts, and a repeat training session after several months of operation is also recommended.
Continuously monitor system performance parameters
Section 9.3.3.1.3 of NFPA 652 (and all combustible dust standards) requires that pneumatic conveying systems have adequate conveying velocity to prevent the accumulation of combustible dusts and/or particles in the conveying piping/tubing. For pneumatic conveying, this requirement seems obvious, but it is not the case in many systems. Usually, by continuously monitoring certain parameters, it is possible to know if the system is operating properly and predict the need for preventive maintenance. Examples of parameters to monitor include:
- Monitor the negative or positive pressure at the inlet to the blower package. By using a transmitter and sending the signal to a control system or area, the differential pressure (compared to atmosphere) can indicate the system “condition.” For example, when no material is in the line (conveying air only), the resulting differential pressure should be low. If this value increases (more pressure or more vacuum) without material, this likely indicates an accumulation in the piping or possibly a problem with the filter receiver. If the value increases and decreases in a yo-yo pattern during conveying, this may indicate too much material feed or insufficient performance.
- Monitor the pressure differential across the filters of the filter receiver. Exceeding the value that the system can handle will lead to reduced performance from the blower package and possible plugging of the conveying line. Excessive differential pressure often indicates that the filters need to be replaced, the automatic filter cleaning system is not working properly, or material is accumulating inside the receiver to a level that is inhibiting filter performance.
- For positive pressure systems as well as some vacuum systems, a static filter is installed before the inlet to the blower to prevent dust from entering. If this filter becomes blinded, the blower package will be “starved” of inlet air, leading to a major upset condition.
By following the recommendations outlined in this article, you can ensure that your dilute phase pneumatic conveying system is compliant with combustible dust standards and performs successfully for years.
Jack Osborn ([email protected]) is a senior project engineer at Airdusco Engineering and Design Services and a member of Processing’s editorial advisory board. He has more than 47 years of experience in dust collection systems, centralized vacuum cleaning systems, pneumatic conveying systems, and all types of bulk handling systems and is a participating member of all six NFPA combustible dust committees (61, 484, 652, 654, 664, and Correlating).
Airdusco EDS
About the Author

Jack Osborn
Senior Project Engineer
Jack Osborn is senior project engineer at Airdusco EDS and a member of Processing’s editorial advisory board. He has more than 50 years of experience in dust collection systems, centralized vacuum cleaning systems, pneumatic conveying systems, and all types of bulk handling systems. He has either designed or evaluated (e.g., engineering studies/audits, performance testing, etc.) more than 2,000 dust collection systems during his career and is a participating member of all six NFPA combustible dust committees.