Q&A: Exploring the value of powder testing in heterogeneous catalyst manufacturing

The efficient manufacturing of high-performance heterogeneous catalysts calls for exemplary powder processing. Powder testing can provide valuable information to improve raw material selection and equipment design, thereby boosting operational performance and process economics.
In this Q&A, Ninna Jokil, manager, global manufacturing development, at Haldor Topsoe (Kgs. Lyngby, Denmark) a global leader in high performance catalysts and proprietary technology for the chemical and refining industries, discusses the company's successful use of powder testing technology (FT4 Powder Rheometer, Freeman Technology, UK) sharing what has been achieved, and the economic gains.
Can you introduce us to Haldor Topsoe and catalyst production?
Haldor Topsoe develops and manufactures the heterogeneous catalysts that are central to the delivery of sustainable oil processing and chemical manufacturing, complementing these with proprietary equipment and process licensing. We are the global leader in energy-efficient technologies to produce clean transportation fuels, ammonia, methanol and hydrogen, and our aim is to extend that leadership across carbon reduction technology more generally by 2024.
The heterogeneous catalysts we produce are complex, multicomponent blends of active ingredients and additives such as binders, fillers, porogens and plasticizers. They are optimized for long-term advantageous industrial performance, for example, with respect to the mass transport of reactants and products, reaction rate and mechanical strength. Most of the raw materials we use are powders with manufacturing involving, in the simplest terms:
- Raw material preparation
- Processing, via steps such as spray drying, pelletization, compaction, wet granulation and extrusion, to form pre-mixtures and agglomerated green bodies.
- Hardening and finishing, for example, by reduction, wash coating and/or ion exchange.
Effective powder specification, handling and processing is a prerequisite for success in our industry.
What made you decide to change your powder testing regime?
Our established practice was to characterize powders in terms of particle size distribution (by laser diffraction) and using tapped density measurements, a traditional powder testing method. But we could not select or specify equipment reliably using these measurements alone. Neither could we be sure that an alternative raw material would process well. We were too reliant on "trial and error" when it came to process design, and we risked unplanned shutdowns when introducing new materials. Such inefficiencies are commonplace in powder processing, but they are a drain on resources, and we wanted to do better. We were convinced that with better powder testing we could transition to a more knowledge-led approach that would be substantially more efficient.
How did you decide what tester to buy?
Through our involvement with the Rutgers Catalyst Manufacturing Consortium we became aware of an improved design methodology for loss-in-weight (LIW) feeders proposed by researchers at the university1. This methodology is based on dynamic, shear and bulk powder properties measured using the FT4 Powder Rheometer and was developed by measuring multiple properties for a range of materials and then applying statistical mathematical methods to develop predictive correlations for feeder performance. We use the resulting models regularly, so we had first-hand appreciation of the potential of this approach and the associated instrument.

It was this experience that first made us think that the FT4 might be the right solution for our requirements, and we decided to evaluate it in-house. We began by renting an instrument and measuring 30 properties for each of six calibration materials. We also sent samples of the same six materials to Freeman Technology for measurement in the company’s in-house lab. The results of this trial gave us confidence in the practicality of the instrument and in the value of the resulting data since we could clearly see relevant differentiation in our materials. We therefore went ahead and purchased an FT4 and began to use the resulting data to improve our practice.
What was your earliest experience of using the tester? How did you get started?
We embarked on an intensive testing program, measuring dynamic, shear, and bulk property data for 75 raw materials in routine use across the site. Using the FT4, we were able to determine more than 25 properties for each powder, so this exercise generated a database of powder properties that we have been adding to ever since.
Can you point to any specific problems you have solved?
Yes, and the first one I would highlight is one we routinely encounter, which is choice of powder transportation system for a given powder, between pneumatic conveying and fluid diaphragm pump. Installing a fluid diaphragm pump typically costs around 10–30% of the cost of an equivalent pneumatic conveying system but is not an option for many powders. Flowability properties are crucial.
We mathematically analyzed the powder property database using techniques such as principal component analysis (PCA) to see if we could a) find properties that robustly correlated with performance in different powder transportation equipment and b) reduce the number of properties routinely measured, to save on analysis time. The FT4 is efficient in this respect but we wanted to streamline measurement as much as possible, since time can be a critical factor when it comes to industrial analyses.
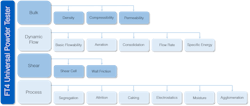
We concluded that we could robustly choose between pneumatic conveying and a fluid diaphragm pump on the basis of just three powder properties: compressibility, permeability and cohesion values. The first two are bulk powder properties, the third is generated by shear testing. The FT4 is unique in measuring all three, justifying our choice of tester. Furthermore, bulk density values, which are used to define system capacity are generated as a by-product of compressibility measurements.
Compressibility is the primary screen for this application with our established design protocols taking this form:
- If compressibility is lower than 36% then select a fluid diaphragm pump.
- If compressibility is higher than 38% then select a pneumatic conveying system.
- If compressibility lies between 36 and 38% then use permeability and cohesion to determine system choice; criteria for choosing between the two systems have been defined.
These protocols are extremely reliable for powder transportation equipment and have already been used to successfully specify fluid diaphragm pumps for six new installations; they have also been used to justify the replacement of two existing pneumatic conveying systems.
The other area where we have used the powder tester to make important progress is in refining our specifications for raw materials which we have augmented with multiple powder properties. We measure the dynamic properties Basic Flowability Energy (BFE) and Stability Index (SI) to assess flowability and physical stability respectively, shear properties primarily for their relevance to hopper performance and bulk density and compressibility for the general insight they provide. Using this specification, we can confidently identify lower cost feedstocks without risking the blockages, interrupted operation and unplanned shutdowns so often associated with unsuitable powders. And we can predict the likely behavior of completely new materials. This is an important step forward that we know has prevented us from inadvertently introducing powders that would have compromised operation.
And what are the associated economic gains?
The impact of improving our raw material specification is substantial but difficult to assess. The gains that have come from minimizing equipment costs are far easier to quantify. Each time we successfully specify a fluid diaphragm pump in place of a pneumatic conveying system we save at least £40,000. We have already done that six times which means the instrument has been central to us achieving savings in excess of £250,000. This represents a very healthy return on our investment in the instrument and illustrates the important point that the right tester can easily pay its way.
What are your plans going forward with respect to powder testing?
We continue to add to our powder property database by routinely screening materials as outlined earlier, and with a full analysis when we introduce a new material. It is therefore becoming a progressively more valuable resource for any work we want to do on equipment design or raw material specification. On this basis we continue to refine our approach, steadily accruing increasing value from the instrument. We have no plans to invest in any additional powder rheology equipment, because of the reliability and success of our current strategies.
And what advice would you offer others?
The first thing I would advise is not to accept that an inefficient "trial and error" approach is the only option for powders. Powder testing has moved on considerably in recent years and it is possible to repeatedly and reliably measure properties to provide a secure basis for a more rigorous approach, less reliant on experience. I would recommend attending a course on powder behavior to get up-to-speed, and one of the first things you will learn is that modern, industrially relevant testing is not going to mean measuring just a single powder property. There is now widespread consensus that describing the diversity of powder behavior with just a single variable is not feasible and it certainly is not realistic when it comes to testing powders to support as many unit operations as we do. Establishing a property database for your powders provides a foundation for identifying which properties define performance in any given application. Testers that measure multiple properties are advantageous from that perspective and I have seen first-hand the benefits of the FT4 in this regard. For me, the ability to measure dynamic, shear and bulk properties has proven transformational in terms of our approach to powder handling, equipment design and feedstock selection and the instrument has already paid back our investment multiple times over. But you do not have to assume the same will occur for you. Send some samples to the company and if the results look promising then rent an instrument to test its value before investing. That is what we did and it is a lower-risk approach that I would recommend.
References
1 Y. Wang et al ‘Predicting feeder performance based on material flow properties’ Powder Technology 2016 DOI: 10.1016/j.powtec.2016.12.010