Product Focus: New Products


KCM FEEDER CONTROLLER
Coperion K-Tron recently introduced the newest generation of the time-tested KCM feeder controller. The newly redesigned KCM-III has a variety of new features, including a larger 5-inch LCD screen with an improved user interface, context-sensitive help, stainless steel enclosure and built-in Ethernet capability with optional Wi-Fi. With Ethernet capability (wired or wireless) the KCM-III can be accessed via a user-friendly feeder web page that includes a full-feature user interface. In addition, the KCM-III is ready for Internet 4.0 functions such as predictive maintenance, electronic service options, overall equipment effectiveness, outlier detection, machine optimization and much more. The KCM-III controller combines the motor drive and control modules of a feeder and its ancillary components into one component and is generally mounted directly at the feeder, pre-wired and pre-tested at the factory.
Coperion K-Tron

SERIES 1600 PUMPS
Series 1600 horizontal close-coupled, vortex end-suction pumps have a wide range of applications including food processing solids, wastewater treatment, pollution control, slurries and solids. The Series 1600 has capacities to 1,600 GPM, heads to 170 feet TDH and temperatures to 250°F. These pumps are designed with a variety of constructions such as cast iron, 316 stainless steel fitted, all 316 stainless steel, alloy 20 or CD4MCu. Additionally, the pumps are designed with a convenient back pull-out cost-saving feature to allow for easy inspection or service/maintenance without disturbing the piping to the pump. The impeller has a fully recessed design, which accommodates passage of solids. All impellers have wiping vanes, which reduce axial loading and prevent dirt from entering the sealing area. The impeller is keyed to the shaft and an impeller locking screw assures positive attachment.
Vertiflo Pump Company

OG SERIES FLOWMETERS
Titan Enterprises now offers special options for its Oval Gear flow meters to ensure safe operation in potentially explosive atmospheres such as are often encountered in the petrochemical industry. Based upon a proprietary oval gear design, Titan OG Series flow meters are designed to give reliable, high performance across a wide range of applications. Unlike other types of flowmeter, the measurement accuracy of these oval gear flow meters improves as liquid viscosity increases, from a nominal 1% towards 0.1% of flow rate at higher viscosities. Titan OG flowmeters are also available to pressure in excess of 700bar, where required. Standard versions of these Oval Gear flow meters use electrical pulsed outputs, and Titan has developed options to ensure they meet the requirements for safe use in hazardous atmospheres.
Titan Enterprises

HIGH-CAPACITY LIQUID MIXERS
Engineered specifically to meet the demanding performance requirements of high-capacity liquid mixing applications, the BTO/BTR Series of liquid mixing systems brings optimal run time and improved operating efficiency to large-scale liquid mixing tank volumes — up to 300,000 gallons. Engineered for sanitary design or hygienic applications, or general industrial applications, Brawn Mixer BTO/BTR Series liquid mixing systems increase throughput and yield performance in food and beverage, pharma and nutraceutical, health and beauty, and wastewater treatment industries. BTO/BTR Series systems are engineered for open- or closed-tank configurations. Motor specifications include severe-duty and explosion-proof designs, stainless steel construction, and horsepower ratings up to 500 hp. BTO/BTR Series drive systems include parallel-shaft or right-angle shaft drive designs.
Brawn Mixer
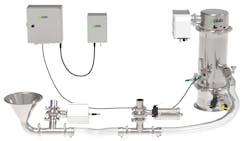
VACUUM CONVEYOR
Piab’s piFLOWp SMART vacuum conveyor enables users to save time when changing from one material to another, increasing the productivity of their operations. Changeover that would take one hour in a conventional vacuum conveyor takes only 10 minutes with this new and unique vacuum conveyor. A world first, piFLOWp SMART is a self-optimizing vacuum conveyor targeted primarily at industries handling many different materials and/or those in which frequent changes need to be made. This makes the conveyor ideally suited for producers within the food and pharmaceutical sectors, where its full changeover potential will have great impact, saving time and money. piFLOWp SMART is a stand-alone system that has been designed to cater for an endless range of different powders and granules. Strategically placed sensors assist the conveyor’s auto-tuning system to control and fine-tune in accordance with environmental conditions, such as temperature and humidity that affect the properties of the conveyed material. By automatically adjusting the carrying air, the piFLOWp SMART vacuum conveyor eliminates the need for manual adjustments at the feed point. The filling level is also constantly monitored by two level sensors, safeguarding against filter damage.
Piab

BAG DISCHARGE STATION
The BBU Big Bag Unloader enables food, chemical, pharmaceutical and other powder processors to safely discharge materials from bulk bags into hoppers, feeders, reactors, sending vessels, conveyors and to other stages in the process. Developed to promote consistent product flow and reduce material waste in a safe work environment, the BBU Big Bag Unloader features a proprietary, twin-ring, dust-tight docking station that creates a sealed, dust-free connection linking the bag bottom to the process. With a single worker managing the operation, the bulk material transfer system virtually eliminates ambient combustible dust along with its inherent safety risks. The versatile bulk bag discharge station offers a wide range of process interfaces, flowability equipment, dust containment systems, and loading infrastructures in a choice of mild or stainless steel as standard, along with a series of options to suit any powder handling process. Integrated, automated hoists, pneumatically operated bag closing systems, and built-in dedusting devices are among the available options.
Gericke USA

CENTRIFUGAL PUMP
The CF-V centrifugal pump is suitable for mining, minerals processing and other industrial operations. The heavy-duty CF-V runs continuously in heavy-duty conditions. Wear-resistant components are fit for the most abrasive and corrosive slurries. The pump handles flow rates through 1,135 m3/h. The CF-V pump can reach heads up to 50m and cantilevered depth to 3.6m with suctions extension pipe. Wet parts are either elastomer or hi-chrome and designed for ease of maintenance to minimize downtime. All Flowrox products can be enhanced with Smart features. Flowrox Digital Services (supporting Industrial Internet of Things, IIoT) are features that increase any pump’s productivity through optimization and online predictability.
Flowrox