Maximizing waste energy recovery in brownfields
Ongoing geopolitical uncertainties and ever-changing monetary policies in response to inflation concerns have recently led to increased volatility in the energy market that is expected to persist. Many forward-thinking operators are getting ahead of these pressures by implementing thoughtful programs that safeguard themselves from undue risks — from the deployment of financial instruments and hedges to re-evaluating and improving the physical operations.
Regulatory action in response to climate change has added another element of complexity. Policymakers worldwide have introduced various instruments and enforcement measures to influence behaviors and decision-making with the objective of reducing carbon emissions and encouraging carbon-reducing innovations.
The role of societal pressures must also not be ignored. Despite more than 140 countries having committed to achieving net-zero emissions targets, activist investors now regularly demand resolutions, calling for companies to adopt their own net-zero goals. In some cases, companies have faced employee exodus’ when corporate climate action objectives misalign with the values of their personnel.
While profitability continues to underpin decision-making for commercial operations, the calculation for this metric has become increasingly complicated due to emissions pricing and cost of compliance in the global marketplace. Therefore, many companies are making strategic investments to reduce energy consumption, which has the implied benefit of reducing emissions (and vice versa) — thereby improving environmental performance while reducing production costs and adding to the bottom line.
Heat integration
Heat integration is considered a low-risk and high-return activity that operators can use to reduce their energy input requirements.
The concept of heat integration is not new; many industrial processes already possess some level of integration. The degree of that integration, however, has historically been constrained by the technical limitations of the heat exchange equipment, leaving difficult-to-handle process streams unintegrated.
The recovery of wasted heat from these previously untapped streams — waste heat recovery — therefore presents an excellent opportunity for operators to meaningfully reduce costs and emissions.
Hot process streams such as combustion flue gases, specifically, have long been rich in energy recovery potential. Yet energy recovery from these streams has been difficult to realize due to heavy particulate loads, high acidities and extreme temperatures. These difficult process conditions have led to fouling and corrosion issues in conventional heat exchangers (CHEs) such as shell and tubes and plate and frames, resulting in frequent shutdowns, increased maintenance costs, decreased profitability and unsafe conditions.
Heat pipe heat exchangers (HPHEs) represent a proven, safe and reliable solution to complex heat recovery challenges where comparable equipment is inadequate. The following sections provide an overview of HPHEs and present case studies for their deployment in brownfield retrofit operations for enhancing waste heat recovery.
Overview of HPHEs

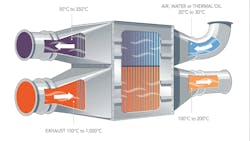
An HPHE (Figures 1 and 2) is an indirect heat transfer device consisting of an array of heat pipes, each operating as an individual heat exchanger. A heat pipe is a hermetically sealed tube charged with a small amount of working fluid at saturation state.
The HPHE is fully customizable: the number of pipes, spacing, dimensions, orientation, working fluid type and exchanger casing dimensions can all be modified to suit the specific application.

Within the HPHE, the heat pipe (Figure 3) extends through the primary and secondary side and is held in place using a separation plate. Heat transfer through this component is achieved using latent heat through the working fluid.
On the primary side, also known as the evaporator section, the heat pipe is contacted with a hot process gas stream. The recovered energy boils the liquid working fluid. Simultaneously, the heat pipe contacts a cold process fluid on the secondary side, known as the condenser section, and the energy removal causes the gaseous working fluid to condense. The ends of the heat pipe are unaffixed, and the heat pipe can freely expand and contract without inducing mechanical stresses on the equipment.
In a CHE, cold spots often occur near the inlet of the cold working fluid, which may cause localized gas-side acid condensation and lead to corrosion issues and catastrophic failure conditions. As a safety precaution, operators must run these types of equipment well above the acid condensation temperature, leaving the system unoptimized from a heat integration perspective.
Conversely, within the HPHE, each heat pipe operates isothermally at a distinct and predictable intermediate working temperature. The heat pipes can be designed to operate marginally above the flue gas acid dew point, which avoids the acid condensation condition. As a result, operators can expect to achieve up to 25 percent incremental heat recovery.

Inherent multiple redundancies within an HPHE make this type of design more attractive from a total cost of ownership perspective. As presented in Figure 4, when a CHE fails, the entire system fails. The equipment must be taken out of service for repair or replaced entirely. In rare instances where a heat pipe fails in an HPHE, process streams remain separated. The remaining independently operating heat pipes allow safe operation with minimal performance impact. The HPHE can be operated continuously until a scheduled maintenance when a failed heat pipe can be quickly and easily replaced.
The following design features allow an HPHE to handle particulate-rich gas streams that otherwise cause deposition, fouling or increased maintenance frequency in a CHE:
- unique internal geometry whereby process fluids contact only external surfaces of the heat pipes; and
- smooth heat pipe surface finishes.
As particulate-rich dry gas flows perpendicular to heat pipe orientation causing particle collisions, the collided particles will fall and settle to the bottom of the exchanger at a dust trap collector. The trap can be emptied manually or automatically using an actuator and pump.
For particulate-rich wet gas streams where particles tend to adhere to the surface of the heat pipes, integrated sonic horns or water jets can be routinely activated to keep the heat pipes clear of accumulations.
Case study 1: Aluminum furnace air preheater
In 2007, a major multinational client carried out an energy assessment of its automotive parts casting manufacturing facility in Kentucky, determining the necessity of waste heat recovery for its aluminum furnace. In its technology selection criteria, the client sought a solution with high reliability, low fouling susceptibility and ease of maintenance. An HPHE was ultimately selected for installation as an air preheater unit.
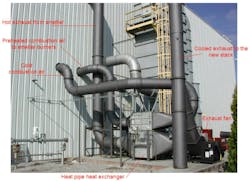
The air preheater unit was installed outside the client’s existing building that housed the aluminum furnace (Figure 5). New piping was installed to connect the HPHE to a cold combustion air stream and to direct preheated combustion air back to the smelter burners. The existing smelter exhaust piping was rerouted to the inlet of the HPHE, and a new cold exhaust was added. An exhaust fan downstream from the exchanger was also installed to route the exhaust gas to the new stack.
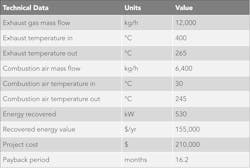
Project data from the installation are provided in Table 1. The client’s original investment decision basis assumed $130,000/year of energy savings against a total estimated project cost of $220,000. The landed equipment exceeded these expectations by delivering $150,000/year of energy savings with a final project cost of $210,000. Payback for the 530-kW unit was calculated at 16.2 months.
The installation was successfully completed in March 2008, and the unit has operated reliably for the last 15 years with minimal maintenance requirements. After the successful implementation of the HPHE in this installation, the client purchased two additional units.
Case study 2: Oil refinery air preheater
Oil and gas refineries are heavily heat-integrated operations. Existing air preheaters are typically of plate and frame, cast iron or rotary wheel type.

Operators have reported a range of problems with traditional air preheater equipment primarily caused by flue gas acid condensation that has led to premature equipment failure and air leakage. Conventional air preheater equipment is notoriously difficult to repair, and often results in reducing performance and eventual shutdown or bypass.
In 2019, an integrated oil and gas company sought to replace an existing and underperforming DEKA air preheater at its Illinois refinery. This project presented a unique challenge as minimal modifications to the existing ductwork were permitted (Figure 6). A retrofit with an HPHE was proposed and accepted.
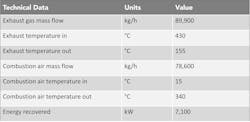
Project data from the installation are provided in Table 2. The new 7.1-MW air preheater was installed in 2020 using vertically oriented finned heat pipes in a cross-flow configuration. Adaptive transition pieces were used to connect the unit into the existing ducting with minimal modifications, meeting the client’s expectations. The unit was supplied with expansion joints, manways and refractory anchor points.
The HPHE incorporated temperature-sensing heat pipes in key locations and rows of specialty stainless-steel heat pipes in the cold end of the unit to protect against transient condensation encountered during startup and shutdown conditions. To deal with high particulate matter exhaust from an upstream furnace, the unit was also supplied with cleaning nozzles, simplifying the cleaning and maintenance program.
The client is currently considering additional air preheater replacements to HPHE type in other refineries worldwide.
Conclusion
As modern operators seek to reduce energy consumption and emissions to improve profitability and environmental outcomes, the appropriate technology selection will be paramount. HPHE technology is a proven, reliable, safe and customizable option that enables incremental energy recovery from waste heat streams that are otherwise unexploited or under-exploited.

Warren Chung is a regional director at Solex Thermal Science, a Canada-headquartered fully integrated solutions provider for heat exchange and waste heat recovery equipment.
About the Author
Warren Chung
Warren Chung is a regional director at Solex Thermal Science, a Canada-headquartered fully integrated solutions provider for heat exchange and waste heat recovery equipment.