FEVE formulations improve durability and value of powder coatings
Fluoroethylene vinyl ether (FEVE) resin-based powder coatings provide exceptional weatherability, corrosion and chemical resistance, and environmental benefits. These powder coating resins do not require a solvent, thereby eliminating volatile organic compounds at detectable limits. Moreover, new development work on FEVE powders helps to create value by lowering raw material cost, enabling efficient testing and processing, improving coating performance and surface quality, and controlling coating gloss.

A unique formulating approach that adds hydroxyl functional polyester resin to FEVE-based formulas improves value and exceeds demanding durability specifications. This approach is especially beneficial in metallic-containing formulations because the coating blend of 30 percent FEVE resin and 70 percent superdurable polyester is stratified into two distinct layers, with the FEVE clear coating on the surface as a protective layer. This unique structure allows the metallic flakes to stay in the interface of the FEVE and polyester. The FEVE/polyester compound exhibits exceptional corrosion resistance and excellent ultraviolet (UV) durability.
Benefits of FEVE powder coating formulations
Typical examples of fluoropolymers used in coating applications are polytetrafluoroethylene (PTFE) and tetrafluoroethylene/hexafluoroethylene copolymers (FEP), used to enhance chemical, corrosion and thermal resistance. Nonstick and anticorrosion applications are achieved by using tetrafluoroethylene/perfluoroalkyl vinyl ether copolymers (PFA).1 High-performance polyvinylidene fluoride (PVDF)-based liquid paint is used in architectural applications.
However, these fluoropolymers are not necessarily suitable for use in powder coatings. PTFE cannot be used as a film-former in powder coatings because it does not have a clean melt point, and it has to undergo pressure and heat to form a film.2 Many substrates cannot sustain the necessary heat. The melt point of ethylene tetrafluoroethylene (ETFE) is somewhat lower than 225ºC, which is still rather high for an aluminum substrate.2

Thermoplastic PVDF is tricky to process when used as a polymer for exterior durable powder coatings2 because cryogenic grinding is needed to obtain powders. As a thermoplastic polymer, PVDF crystallinity changes in the extruder, and a managed cooling period is required after compounding.2
FEVE is a thermoset polymer that can be processed through the typical thermoset powder coating equipment. No liquid nitrogen is needed during the process. This makes FEVE a better choice for powder coatings than other fluoropolymers.2
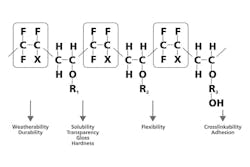
FEVE resins have superior corrosion, chemical and UV resistance due to their unique chemical structure (see Figure 1). FEVE resins are amorphous A-B type copolymers with repeating units of fluoroethylene and substituted vinyl ether. The energy of the C-F bond is around 486 kJ/mol, while the energy of UV radiation at 300 nm is 3 ~399 kJ/mol. The unique alternating pattern of FEVE resins, as shown in Figure 1, is critical for the extreme UV-resistance properties. The chemically stable and UV-resistant fluoroethylene unit sterically and chemically protects the neighboring vinyl ether unit.3
The vinyl ether groups make FEVE polymers useable as resins for powder coatings by providing high gloss, hardness, transparency and flexibility, as well as pigment compatibility and adhesion. The vinyl ether groups also allow for functional groups, like hydroxyl groups, to be incorporated into the structure for crosslinkability.4
Metallic powder coating challenges
Approximately 10 percent of all powder coatings have a metallic effect, which can become challenging when very bright, reflective, sparkling metallic effects are required. In the co-extrusion process, the metallic pigment granules are added to the other raw material at the premix stage and then pass to the extruder and onward to the chill roll, kibbling, milling, sieving and packing stages. Due to the high shear in the extruder, the metallic pigments fracture, which results in a darker appearance with increased opacity.5
Because metallic pigment, such as aluminum pigment, is soft and nondurable, a clear coating through a separate process is needed for protection. This, however, virtually doubles the cost and film thickness, which limits its usage. Poor adhesion between the clear coat and base coating is another problem.
A new approach to metallic powder coatings
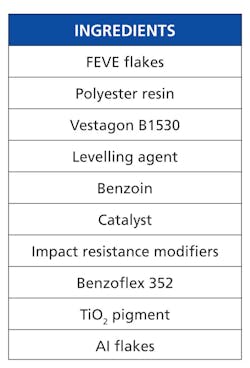
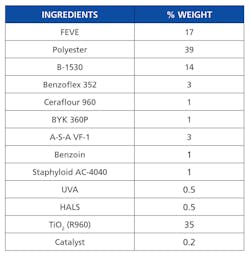
A novel process incorporates aluminum pigments into the FEVE and polyester blend powder formulations through post-dry blending. The process is shown in Figure 2 (page 26). FEVE and polyester resins are preblended with other ingredients as listed in Table 1.
The fluoropolymer and polyester powders are generated through the traditional powder coating process (Step 1). The extrusion can be done on a twin-screw extruder. Extrusion conditions are: 120ºC, 250 rpm and 50 percent shear. Aluminum flakes are dry blended with the fluoropolymer/polyester powders (Step 2). The metallic formulations are electrostatically coated on substrate (Step 3), and the coated panels are cured in the oven using a condition similar to FEVE coating formulations without Aluminum flakes (200ºC for 20 minutes) (Step 4).
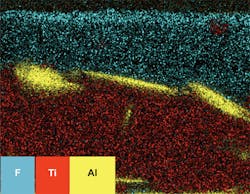
When the proper raw materials are chosen, a stratification structure can be achieved (Figure 3). FEVE migrates to the surface of the coating during curing. Aluminum flakes stay at the interface of pigmented polyester and FEVE layer. The clear FEVE topcoat serves as a protective layer for both polyester and aluminum flakes. There are several advantages of this unique structure:
- Aluminum flakes oriented at the interface of the two polymer layers results in very bright, reflective and sparkling metallic effects. The aluminum flakes are protected by the FEVE thin layer. There is no need for a separate coating to protect the metallic pigments, which reduces the process cost.
- In order to achieve the metallic effects, aluminum needs to be oriented near the surface. In liquid coating, the orientation is due to volumetric shrinkage. While in the FEVE/polyester powder system, interface between the phases controls the orientation. Only 3 to 5 percent of aluminum flakes is needed to achieve metallic effects. Three times more aluminum pigments are required to achieve similar effects in metallic liquid coatings.
- Polyester has a better adhesion to metal substrate than fluoropolymers.
Polyester and titanium dioxide (TiO2) pigments are protected by the very durable FEVE top layer. The coatings with the special structure can provide weatherability as well as pure FEVE coatings.
- The total raw material cost is much lower than pure FEVE coatings because polyester accounts for 70 percent of the resin materials in the formulations.
Coating ingredients requirements
There are some requirements for the coating ingredients in order to achieve the stratification structures: the solubility parameter of polyester has to be different than that of FEVE. The bigger the difference, the better chance there is to achieve the desired structure. The solubility parameter (calculated by Fedors method) of the FEVE powder grade is 9.1 (SI units). Suitable polyester candidates for this formulation should have a solubility parameter much different than that of FEVE. CRYLCOAT® 4890 by Allnex is one of the candidates. The metallic aluminum flakes need to be acrylic coated. Eckart’s PCU aluminum grades are good choices for these stratification formulations.
Testing the FEVE/polyester formulation
Accelerated weathering tests, for example QUV and xenon arc, have been used to screen formulations and predict performances under real-life exposure in the coating industry. The challenge is finding an efficient and effective accelerated test that has good correlation with natural exposure results.6
For exterior coatings, degradation of the binder is the primary pathway by which coating performance is compromised.7 There are two types of binder degradations: direct degradation through UV light and TiO2 photocatalytic degradation.8 Considering the UV stability of the fluoropolymer, the binder degradation of fluoropolymer coating is mostly due to TiO2 photocatalytic reactions. Current accelerated tests (QUV A, QUV B and xenon) are designed to detect resin degradation by UV only.

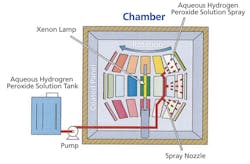
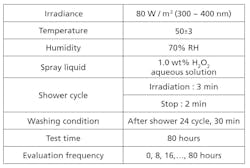
AGC Chemicals conducted accelerated exposure tests through a hybrid exposure xenon weather meter (HE-XWM) (see Figure 4). The method was developed by Toyota Central R&D Labs. Inc. Table 2 summarizes the operational conditions for the hybrid test. Unlike the traditional QUV and xenon arc accelerated tests, coating under the hybrid test is also subject to hydrogen peroxide spray. H2O2 reacts with the electrons generated from TiO2 photocatalytic reactions and produces hydroxyl radicals (see Equation 1).

Equation 1. H2O2 reacts with the electrons generated from TiO2 photocatalytic reactions and produces hydroxyl radicals.
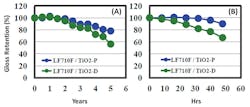
The hydroxyl radical level is much higher under the hybrid testing conditions than the traditional exposure tests without H2O2. The extra hydroxyl radicals accelerate the degradation rate of the coatings. The maximum testing time when using the HE-XWM test is 200 hours. Testing results from the hybrid system have a very good correlation to the results of southern Florida exposure (Figure 5).
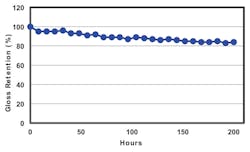
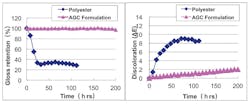
Figure 6 shows the HE-XWM exposure results of FEVE/polyester metallic coatings and polyester coatings using a hybrid system. The formulation tested is the metallic FEVE/polyester coatings prepared through post-dry blending as shown in Figure 2. Although the majority of the resins (70 percent) in the metallic formulations are polyester, weatherability improved significantly due to the protection from the stratified FEVE top layer.
Chemical resistance of the FEVE/polyester metallic coatings and polyester coatings is compared in Figure 7. The coatings were exposed to alkaline (10 percent NaOH) aqueous solution at 80ºC for four hours. The FEVE/polyester blends coating demonstrated significantly better chemical resistance against alkaline due to the protection of the FEVE top layer.
Impact resistance & flexibility improvement formulations
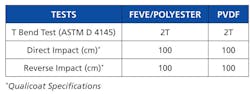
FEVE powder coatings with good impact resistance and flexibility are very critical. Because it is a thermoset polymer, FEVE coating is brittle. On the other hand, PVDF is thermoplastic with greater molecular weight. Coatings with PVDF are flexible. This study demonstrates that with the proper additives, FEVE/polyester powder coatings can achieve the same level of flexibility as PVDF coatings. The impact resistance modifier evaluated was Staphyloid AC-4040, a core shell structured polymer with an elastomer as core and a glassy shell.9 Detailed formulation is shown in Table 3. The results are shown in Table 4.
FEVE coatings offer high gloss due to their unique chemistry. Many durable powder coating applications require a low-gloss finish. It was discovered that Tospearl 145, a silicone micro resin, can help lower the gloss to meet the requirements of low-gloss applications without sacrificing other coating performance attributes (see Figure 8).
Final thoughts
Powder coatings made by adding superdurable polyester resin to FEVE-based formulas create added consumer value over traditional coatings because they require no solvents, lower material costs and deliver the performance durability and gloss control we have come to expect from fluoropolymer-based coatings.
References
- N. Sumi, I. Kimura, M. Ataku, and T. Maekawa, Fluoropolymer Dispersions for Coatings, the Waterborne Symposium, 2008, New Orleans, LA.
- Ask Joe Powder, Powder Coated Tough, July/August 2016, page 23.
- K. L. Blankenship, Formulation and Performance Evaluation of Water based 2K Polyurethane Coatings for Industrial Applications, the Waterborne Symposium, 2016, New Orleans, LA.
- ACG Chemicals Americas, Inc., Lumiflon® Technical Bulletin, copyright 2016.
- Silberline, Aluminum Pigments for Powder Coatings, copyright 2012.
- M. Nichols, J. Boisseau, L. Pattison, D. Campbell, J. Quill, J. Zhang, D. Smith, K. Henderson, J. Seebergh, D. Berry, T. Misovski, C. Peters, An improved accelerated weathering protocol to anticipate Florida exposure behavior of coatings, J. Coat. Technol. Res., 10 (2) 153 – 173, 2013.
- R. Dickie, Chemical Origins of Paint Performance, J. Coat. Technol., 66 29 – 37, 1994.
- M. Diebold, Optimize your formula: choosing pigment for enhanced coating durability, Chemours.
- Aica Kogyo Co., LTD., Staphyloid Technical Data Sheet, copyright 2012.
Hongli Wang is a senior technical development engineer at AGC Chemicals Americas Inc. Shun Saitoh is the research and development manager at AGC Chemicals, Tokyo, Japan. For more information visit agcchem.com or call 800-424-7833.