Improve reliability and decrease alarm count in refinery level measurements

In many high-pressure vessels, redundant level measurement technologies are employed to provide multiple level indications for safety purposes. It is common for the level measurement instruments to be different technologies to provide what is referred to as "diverse redundancy." Conceptually, diverse redundancy is a great idea. A process condition that may affect one technology will likely not affect the other, ensuring that a reliable level measurement is being provided by at least one technology.
But this concept introduces additional issues and concerns. From a safety standpoint, double or triple redundancy provides additional security. However, it also introduces the need to monitor each level measurement technology to compare the outputs and provide an alarm if the outputs deviate by a
predetermined percentage.
While it is true that a process condition may "upset" a particular technology, it is difficult to determine which of the redundant technologies is in an upset condition and which is operating properly. For safety reasons, it becomes necessary to take corrective action whenever the deviation between the level measurements exceeds a predetermined value.
In the case of high-pressure process vessels, safety is of paramount concern. Diverse redundant level measurement is common in these applications to ensure safe operation. It is important to select technologies that are reliable and repeatable to reduce alarms due to deviation.
One technology that has become popular for level measurement in high-pressure vessels is guided wave radar (GWR), also called time-domain reflectometry, which is a time-of-flight level measurement technology. A microwave pulse is launched from the transmitter and follows a wave guide to the surface of the
material being measured. The change of impedance created by the change from the gas phase to the material being measured causes the microwave pulse to reflect and return to the transmitter. The time the pulse takes to reach the material surface and return is divided by two, which provides the distance to the material being measured and allows level to be calculated.
As with any measurement technology, it is important to understand how an instrument will function in the application in which it is being applied. This is particularly true of GWR transmitters in high-pressure vessels. Typically, GWR will send a pulse through the upper gas phase in the vessel to reflect off of the liquid (or solid) material being measured. In most applications, this is very efficient and provides a reliable and repeatable level measurement. However, in high-pressure applications where the upper phase is made up of a gas with a polar molecule, special consideration needs to be taken to attain this repeatable measurement.
Polar molecules slow the speed of the microwave pulse, resulting in measurement error. Common polar molecule gases are steam (H2O), hydrogen and ammonia. When these gases are present as the upper phase in high-pressure vessels, level measurements using GWR will result in an error unless the reduction in speed of the microwave pulse is compensated.
Polar gas, depending on what type and what concentration, can dramatically affect the accuracy of the measurement of a GWR device. When a polar gas is present in the gas phase of a level application, the indicated level reading from the GWR will be less than the actual process level. This happens because the speed of the GWR pulse slows as it propagates through the upper polar gas phase. Since the level measurement is based on time, this causes an error.
For an example, consider a steam drum application. The steam above the liquid water in the drum is made up of a polar molecule (H2O), which will change the speed of the radar signal in the gas phase area. This creates an error in the level reading, which will be proportional to the pressure and temperature.
Figure 1 shows the percent error based on temperature and pressure. Note that in a high-pressure steam drum at 2,900 psi, the error would be as high as 76 percent. This error is not acceptable for safety or for measurement purposes. Even at lower pressure the error can be substantial. This becomes important when other level devices are measuring the same level and a deviation alarm is configured to look at the difference between level transmitters. In many cases, this could result in a deviation alarm.
Figure 1. Percent error based on temperature and pressure
Clearly, when using GWR for measurement in high-pressure applications with polar molecules in the gas phase, some way to correct for the resulting error must be made. Calculations for correction can be made based on pressure and temperature measurements, but these corrections would need to be re-calculated with every pressure change. This can be problematic, especially during startup operations.
A GWR instrument can be manufactured with a reference section to provide the required compensation. Figure 2 illustrates the reference concept. A reference rod is added to the wave guide near the top of the sensor. This reference rod is slightly larger than the measuring rod. When the microwave pulse reaches the end of the rod, it will see a change of impedance, causing a reflection back to the transmitter. Since the reference rod is in a fixed location, the reflection from the rod should always be in the same location. As the pressure in the vessel increases and the microwave pulse begins to be affected by the polar molecules, the reference point will begin to look like it is farther down the sensor.
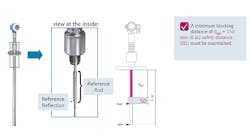
Figure 2. Gas phase compensation; construction/preconditions
The transmitter can use the differential from where the reference is expected be to where it is reporting to be to compensate for the speed change, thereby providing a correct level measurement (see Figure 3).
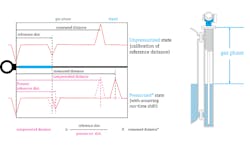
Figure 3. Gas phase compensation using a reference rod
Gas phase compensation using a reference rodprovides dynamic real-time correction that is ongoing and compensates for changes in pressure occurring during the operation of the process. This is particularly helpful during startup and shutdown operations when pressure is changing dramatically.

Figure 4. The FMP54 was developed specifically for high pressure and temperature applications with a reference rod built in to the top section of the unit to combat the issue of polar gas.
Many level refinery applications have high pressure/temperature steam or hydrogen present in the upper gas phase. In many cases, there is a 10 percent deviation alarm in place to help ensure a reliable level reading is always achieved. When multiple level devices are used, refineries often elect to use different technology on these devices such as a wet-leg dP, capillary dP, magnetostrictive or GWR. In applications such as this, polar gas can affect level readings, with GWR usually showing a lower reading than the rest of the level devices. Of course, the only way to truly see this deviation is when all the other instruments are calibrated and set up properly.
Endress+Hauser recognized the effect polar gas has on GWR and developed a device that compensates for the level deviation. The FMP54 (see Figure 4) was developed specifically for high pressure and temperature applications with a unique reference rod built in to the top section of the unit to combat the issue of polar gas. This technology can help ensure reliability and accuracy on these types of applications and minimize deviation alarms.
Bill Sholette is the level products business manager for Endress+Hauser. Sholette has been involved in level measurement for the past 33 years in virtually all aspects of process level measurement instrumentation — from manufacturing and sales, to his present position in product management. He is currently responsible for level products in the Northeast United States. Sholette attended Villanova University and has certifications in management and marketing.
Chris Fournet is the level products business manager for Endress+Hauser and Vector Controls & Automation Group. Fournet has been involved with instrumentation for the past 25 years with a focus on level measurement for the past 10 years. He spent 22 years in one of the largest refineries in the U.S., ending his career there as the instrument QA/QC specialist. He is currently responsible for level, pressure and temperature products in the Central U.S. Fournet attended Lamar University and earned a degree in instrumentation. He is also CCST certified by the International Society of Automation.