Solving the challenge of unifying goals at all company levels

Imagine this hypothetical situation: Every person in a chemical company who has a stake in the process unit manufacturing product A is in the control room while the unit is running. It is a continuous process, and one-by-one, each offers an opinion on what is happening.
- Lead operator — The unit is running great. Look at the nice stable lines with excellent loop performance from one end to the other.
- Maintenance manager — Yes, but you are overdue for a shutdown. The main feedstock pumps need new seals soon, or else you’ll end up with an unscheduled outage.
- Process engineer — This is good, but if you increase output by 10%, you will be at the point with maximum reaction efficiency.
- Quality assurance manager — Right, but if you decrease output by 10%, you will get the highest product purity.
- Utility/energy manager — The fired heater is loafing at this rate. Production needs to go up by at least 20% to get into the sweet spot for fuel consumption efficiency.
- Safety manager — Do not touch a thing. We haven’t had an important alarm since last week.
- Purchasing manager — The price of the main feedstock for product A is low right now. We should be maximizing output while it is most profitable.
- Sales manager — Hold on! Demand for product A is falling. At the rate it’s going, we’ll be swimming in the stuff in a month. We need to cut back.
- VP of manufacturing — Are we going to make any profit on this product?
This scenario illustrates the point that each of those individuals is looking at the process in a way that reflects the key performance indicators (KPIs) for which each is responsible. None of the comments are wrong. Each suggestion is valid and in the best interest of the company, at least from the viewpoint of that person’s job description and incentive plan. Each is trying to optimize production based on his or her area of interest, rather than the larger picture.
We can assume there are overarching KPIs such as plant output, product quality and profitability that also apply to all those people in the same way. But most people will look primarily at the factors they can influence directly, even if there is the potential for conflict, as shown in the example. Will the plant increase production simply to achieve the goals desired by the process engineer and utility/energy manager if the action comes at the expense of the others? How do they see the tradeoffs of making such decisions? Does the company reward every individual for improving the bigger picture, even if it negatively impacts their immediate KPI?
Reflecting reality
Companies get into these situations because there is a disconnect between the C-level and actual plant operators. Say, for example, demand for product A is indeed falling. C-level types will likely call for production to be reduced even if it causes other KPIs to degrade. Conversely, the plant pushes for increased production, even if it means lower aggregate profitability. This happens because each group is in its respective silo where it sees only its part of the picture. The tradeoffs become invisible to most, even perhaps management, as a result.
The results of the dashboard indicators applied to overall performance only complicates the situation in many instances, often because these results come so long after the fact that there is no opportunity to correct course while it can still have a positive effect. The plant will generally tend to build in safety margins with excess production.
Management is left asking, how is it possible to de-silo the organization so all levels not only see the big picture, but can also act appropriately and are even rewarded for doing so? While plant-level operators may have some grasp of the company’s products and how they compete in world markets, they may not fully understand the impact of their individual actions in the larger context.
A profit-driven operation
While the engagement and participation of people at all levels in a company is necessary, strategic planning and financial goal setting has to come from the top. The challenge, which few companies solve, is translating management goals to the plant floor so all operators understand how their actions support or hinder these goals. Using traditional methods, and even many sophisticated IT-based management tools, there is simply no mechanism to make set points in the control room that reflect these larger goals. Scenes like the one at the beginning of this article are the result.
KPIs for plant operators and support staff are designed to motivate desirable behavior in keeping with plant goals. For example, the plant reliability team has a KPI based on plant availability. Team members can see hours of operation versus outages over the last several months, and a bonus may be tied to attainment of a specific goal. Availability is important since the plant has to run, but it is not tied directly to larger financial measures.
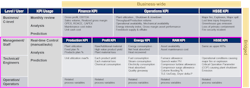
This process must be rethought to find ways to connect all levels to profitability because conventional KPIs do not do the job. The more useful approach is a concept called profit-driven operation (PDO), using synaptic performance indicators (SPIs) which tie to specific management objectives. These, rather than conventional KPIs, should become the basis for what drives action at all levels. For example, let’s look at how production objectives filter through the system (Figure 1).
- Plant management’s SPI is based on gross revenue using process information management system (PIMS) data.
- Engineering’s SPI is based on yield and quality evaluations using PIMS data.
- Operators’ SPI uses feed rate and other process variables using data from the distributed control system (DCS).

Each production-critical area has SPIs specified at all three levels. Taken together for a typical chemical plant, there can be several hundred SPIs in total, all tying back to management objectives, rather than some useful but isolated performance standard (Figure 2).
With PDO, the effort shifts to creating an environment that makes it possible to optimize the process based on profitability and other management objectives. Going back to the opening example, under this approach, all the people in the room can see the desired operating goal using systematically structured performance metrics, rather than arbitrary individual KPIs.
Applying domain knowledge
This kind of approach is not possible using a generic management tool that can be applied anywhere with a few configuration tweaks. Creating an effective system based on SPIs is similar in many ways to building an advanced process control (APC) system. It has to begin with a deep and thorough knowledge of the process so the appropriate levers of control and their responses can be used to deliver the desired outcomes.
Designing a system begins with identifying how all the process variables relate to specific management objectives. This calls for drilling deeply into the first principles of the process itself and the resulting control strategy. A calculation algorithm may be required to connect the variable and objective, including its ideal operating range and limits. Operators need guidance on how to control it from an operational standpoint. With so many things happening at once, the design process must include analysis to identify potential conflicts, with countermeasures to avoid unintended ill effects.
Effective dashboards
A plant using this system must have suitable indicators to inform the operators what is happening and how well the process is running as compared to its new goals. Since there are multiple simultaneous objectives, the dashboard must indicate all of these in real time. To keep the information digestible, the dashboard typically shows five main areas (Figure 3), each an aggregation of its components.
- Production
- Safety
- Profit
- Reliability
- Energy


Should performance of one of those begin to sag, operators can easily see which element is responsible. Drilling down, the problem can be identified quickly so operators can take appropriate action.
Building an SPI-based system
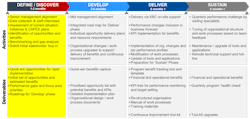
Building this system from scratch is a major undertaking, but many companies have found the ROI justifies the effort. It follows four main steps (Figure 4):
- Define/discover
- Develop
- Deliver
- Sustain
Let’s look at these steps individually.
1. The initial step is defining the situation and project scope through a series of management discussions, staff interviews and general data collection. The objective is to discover where the company is now, its plans for improvements and management initiatives. The results will include current benchmarking, along with indications of where gaps may exist capable of blocking the desired advances. Yokogawa usually identifies several opportunity areas where potential quick wins can demonstrate the capabilities of the methodology and obtain key stakeholder buy-in.
2. Development is where the actual creation and integration with the existing production systems takes place. The individual opportunity delivery plans are laid out with their corresponding resource requirements. The required organizational changes and work process upgrades to support the expected benefits emerge quickly. The results of this phase include a prioritized opportunity list with potential benefits and KPIs, along with a detailed implementation plan, organizational design changes and work process documents.
Here is where the new approach has to be matched to the specific process, integrating with the DCS and process characteristics. The implementation team begins with in-depth analysis of the unit historian to identify key relationships within the process that will be leveraged with the new strategy. Doing this from scratch is a major undertaking; however, there is enough similarity between plants manufacturing the same products that much can be reused. For example, plants manufacturing ammonia, ethylene glycol, polypropylene and a long list of other products have already implemented PDO strategies — so much of the framework already exists and can be reused — provided the right vendor partner is selected.
3. The delivery phase is where visible things begin to happen and people at all levels begin to see the changes. The business plan can be reforecast to reflect the changes and anticipated improvements. Since work process and job performance profiles will be changing, it is important to handle these carefully to avoid creating problems within the workforce.
Operators and plant management will begin using new tracking tools and templates, along with a KPI tree for performance monitoring and target setting. New documentation and training materials are developed and will be used for the revised work practices.
4. Once everything is working, it is critical to ensure the improvements are sustained. This includes quarterly maintenance visits, from Yokogawa’s consultants if desired, to tune the organizational structure based on feedback from the implementation team. Day-to-day help is also available remotely.
By this point, the company should be able to recognize the financial and operational benefits from the project. During most implementations, easy-to-attain goals are included to provide visible early wins, encouraging engagement at the outset.
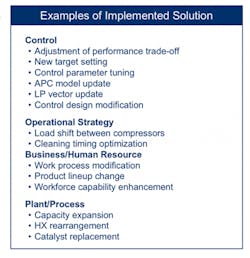
The box in Figure 4, Examples of Implemented Solution, deserves particular consideration. Implementing an SPI-based system invariably exposes a variety of operational problems, but the process does not stop there. Yokogawa helps create solutions that are integrated into the system. The dashboards help companies identify new business opportunities that emerge with the improvements. This all-encompassing approach is called the PDO Suite.
Typical successes realized
Frequently, the first area where a PDO strategy pays off in a visible way is energy consumption. A saving of 1% to 3% is typical and often higher. Depending on the specific situation, including energy volume and cost, a modest improvement over the first year is usually worth at least $200,000 and can easily top $1 million.
One natural gas separation plant in Asia implemented PDO and found its operators quickly learned how their new SPIs related to management KPIs, allowing them to improve profitability with less support from the company’s technical division. One quick-win opportunity delivered savings of $500,000, with total savings of $5 million total in the first year.
The ultimate advantage of the PDO strategy is helping every person make the best decision at every opportunity to meet profitability and other management goals throughout every phase of the plant life cycle.
Yasunori Kobayashi is a senior manager and executive consultant at Yokogawa. He has 30 years of consulting experience in process automation and over 10 years of management experience in R&D, marketing, sales, operations and services. Kobayashi has led projects developing new solutions, including procedural automation using AI (Exapilot), software sensors using Neural Networks (Exaneuro), real-time alarm browsers in DCS (CAMS), automation benchmarking (CEA), knowledge-based graphics using ergonomics (AOG) and remote monitoring and consulting using cloud technology (KBC Co-Pilot Program).
About the Author
Yasunori Kobayashi
Yasunori Kobayashi is a senior manager and executive consultant at Yokogawa. He has 30 years of consulting experience in process automation and over 10 years of management experience in R&D, marketing, sales, operations and services. Kobayashi has led projects developing new solutions, including procedural automation using AI (Exapilot), software sensors using Neural Networks (Exaneuro), real-time alarm browsers in DCS (CAMS), automation benchmarking (CEA), knowledge-based graphics using ergonomics (AOG) and remote monitoring and consulting using cloud technology (KBC Co-Pilot Program).