Optimizing plastic recycling using dissolution

In the first article of this three-part series, we highlighted the global need for higher levels of plastic recycling to address the growing waste problem. We also examined pyrolysis, a chemical recycling process that breaks down trash into useful chemical components. In the second article, we looked at depolymerization, which converts plastic waste back into its monomer molecules so they can be purified, and then repolymerized back into new plastic.
The processes discussed so far are drastic in the sense that they require major chemical changes to the trash feedstock (Figure 1). Such changes are not always necessary, as other options can accomplish the same objective without breaking down the polymer entirely. In this third article, we will look at dissolution as a means to purify sorted plastic waste, while keeping the molecules intact.
Different processes break down specific plastics differently since each has its own characteristics. Most recycling efforts focus on three of the six polymers used most frequently for packaging. The most common, as indicated by their recycling number designations, are 1-PET (polyethylene terephthalate, sometimes abbreviated PETE), 2-HDPE (high-density polyethylene) and 5-PP (polypropylene). Dissolution on a commercial scale has proven the most practical for PP, and we will focus on that process in this article.
What is dissolution?
An experimenter in a chemistry class will find that a bit of polystyrene or polyvinylchloride, placed in a sufficient volume of a solvent, such as acetone, dissolves into the solution. If the acetone is allowed to evaporate, solid plastic will reappear, chemically unchanged. This basic concept is put to work here since during the time the polymer is in solution, impurities can be filtered out, leaving the restored solid purer than it was initially. This is not always a fast process, so for recycling use, it must be optimized to maintain sufficient production.
Dissolving PP into a solvent is not easy since it has high resistance to most common organic solvents, hence its popularity for packaging. Nonetheless, xylene, tetralin, decalin, tetrachloroethylene and various alkanes are suitable for this purpose.
Recycling PP via dissolution
When intended for a PP recycling facility, plastic waste must be sorted to isolate materials with the desired number 5. Selected waste is then shredded to make the particle size more uniform and increase surface area. Some processes even melt and extrude shredded waste into pellets to optimize dissolution.
Once prepared, PP feedstock moves into the dissolution vessel (Figure 2) where it interacts with the solvent under specific temperature, pressure and agitation conditions designed to liquify PP solids entirely as quickly as possible. Bits that do not dissolve are typically other polymers and are removed in a filtering stage as contaminants.
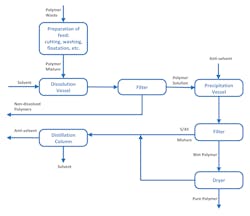
Naturally, the solvent has limits on the amount of PP dissolved per volume before reaching saturation. Also, as the saturation point nears, dissolution slows, so the process must be carefully characterized to maintain an efficient continuous production rate. This requires precise measurement to balance and optimize all flows and operating conditions.
Filtration can remove particles down to 1 micron, so even dyes and pigments are captured, resulting in a final product without coloration.
At this point the solution is effectively saturated with PP, but it is not practical to separate it from the plastic via evaporation. To speed up the process and retain solvent volume, an antisolvent is introduced to cause dissolved PP to crystalize so that it can be strained out of the solution. The solution is now a soup of solvent, antisolvent and residual PP. To keep the process running as a closed loop, these must be separated and regenerated for reuse.
Balancing flows
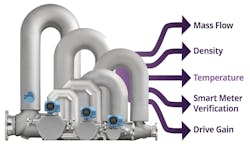
Shredded PP going into the dissolution vessel can be weighed by a conveyor scale, but other process steps call for the ability to measure mass flow and density. A Coriolis mass flowmeter (Figure 3) delivers accurate readings to balance the process since it provides a true mass flow rate regardless of temperature, and its density reading can determine the content of dissolved PP in solution. This reading is particularly critical as PP solution enters the precipitation vessel.
Naturally, the solvent has limits on the amount of PP dissolved per volume before reaching saturation. Also, as the saturation point nears, dissolution slows, so the process must be carefully characterized to maintain an efficient continuous production rate. This requires precise measurement to balance and optimize all flows and operating conditions.
Filtration can remove particles down to 1 micron, so even dyes and pigments are captured, resulting in a final product without coloration.
At this point the solution is effectively saturated with PP, but it is not practical to separate it from the plastic via evaporation. To speed up the process and retain solvent volume, an antisolvent is introduced to cause dissolved PP to crystalize so that it can be strained out of the solution. The solution is now a soup of solvent, antisolvent and residual PP. To keep the process running as a closed loop, these must be separated and regenerated for reuse.
Balancing flows
Shredded PP going into the dissolution vessel can be weighed by a conveyor scale, but other process steps call for the ability to measure mass flow and density. A Coriolis mass flowmeter (Figure 3) delivers accurate readings to balance the process since it provides a true mass flow rate regardless of temperature, and its density reading can determine the content of dissolved PP in solution. This reading is particularly critical as PP solution enters the precipitation vessel.
In this application, the solvent/antisolvent mix is heated under pressure and introduced into the column, where the product with the lowest boiling point flashes into gas and exits the top of the column for condensation back into liquid form. The product with the highest boiling point exits the bottom of the column for further processing. Controlling the column temperature is critical to separating the components efficiently. When energy input is carefully matched with feedstock mass, separation can be highly effective. Where they are mismatched, internal temperatures will not correspond with the ideal boiling point, reducing effectiveness.
Required instrumentation
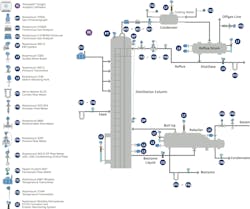
Controlling the distillation column calls for instrumentation covering flow, level, pressure and temperature:
- Mass flowmeters (Figure 4 - FT1) are critical to ensure the inputs and outputs are properly matched. If the flow rate fluctuates too much it can disrupt equilibrium, leading to poor separation. Here again, Micro Motion Coriolis Mass Flow and Density Meters are critical.
- Level instruments (Figure 4 - LT), such as Emerson’s Rosemount 5300 Guided Wave Radar, installed using a bridle in the distillation column, show that excess liquid is not accumulating and overfilling the bottom. The bottoms reboiler, reflux drum and condenser also need to level measurement, typically using the same technology.
- Differential pressure transmitters (Figure 4 - DP), such as Emerson’s Rosemount 3051S Electronic Remote Sensor System, can measure pressure above and below trays to ensure effective vapor and liquid interaction, and that sections are not flooded.
- Temperature sensors (Figure 4 – TT1), connected to Emerson’s Rosemount 848T Temperature Transmitter, can be installed at multiple points to indicate desired temperature profiles at each tray, plus the bottoms and reflux flow.
All these instruments must send their information to an automation host system to control throughput and optimize energy consumption. This is the costliest element of the process, so avoiding energy waste is paramount. Analytical and control platforms, such as Emerson’s DeltaV Distillation Solutions and Plantweb Insight Analytics Software, can be used to monitor and optimize column operation.
Equipment reliability
Dissolution is a severe service application since the products involved can be corrosive. The effects are difficult to monitor since corrosion happens inside piping and vessels, working its way out until a leak forms, or a strained pipe simply breaks. Emerson’s corrosion monitoring devices (Figure 5) allow plant personnel to see where metal loss is most severe, helping avoid failures.

Instrumentation supporting the dissolution process can provide diagnostics, making it possible to avoid field device failures, and even process upsets. Diagnostics analyze instrument health, so if an internal component is behaving erratically or if it fails, the transmitter sends a warning to plant personnel via HART, or Bluetooth technology on many transmitters (Figure 6).

All these features work together in the Plantweb Insight digital ecosystem (Figure 7), transforming data from field instruments, sensors and smart valve actuators into actionable information for improved decision-making.

Safety systems
Dissolution is a potentially dangerous process, so the most important safety plan is simply keeping everything stable and operating correctly using techniques discussed above. Nonetheless, safety instrumented systems (SISs) are necessary to monitor critical variables, such as internal pressures and temperatures. Supporting sensors must be certified (Figure 8) to a specific safety integrity level (SIL) as required for the application. Emerson offers a wide variety of safety-certified instruments to cover virtually any application encountered in this industry.

Managing energy
Heat to drive the distillation column will likely come from a steam system supporting multiple heat exchangers throughout the process. Article two from the series goes into more detail on improving steam generation and distribution systems, but as a quick recap, there are two main areas of concern. First is fuel flow, and second, the efficiency of individual applications, down to specific heat exchangers. Steam is expensive to produce, and it is also a major contributor to a facility’s carbon footprint, so it is an area requiring careful analysis.
Boilers and fired heaters require critical fuel flow measurement to maintain efficiency. A Coriolis mass flowmeter provides an accurate energy flow picture thanks to its ability to measure density. Fuel energy content is closely related to density, so denser fuel often requires lower volumetric flow to deliver the same BTU content.
Measuring steam flow throughout the distribution system helps determine where inefficiencies lurk through leaks or steam-hog applications. Measuring steam is complex since it can take many forms, but arguably the best technology is a vortex flowmeter (Figure 9), combined with a pressure measurement, because:
- It can compensate for changing fluid density in steam and liquid applications.
- It can detect superheated steam degradation where the process temperature falls below the superheat threshold.
- An integral temperature sensor covers a range of -40°F to 800°F (-40°C to 427°C), well within most steam applications.

Partnering for recycling
Collaboration and innovation are key enablers to advancing plastics circularity. Partnering with a supplier able to deliver a complete portfolio of automation solutions, together with extensive domain expertise, helps drive operational efficiency, while maximizing plant safety and reliability. Emerson’s automation technologies are designed to optimize plastic recycling units by delivering precise control and increased process visibility, along with actionable information for improved decision-making. These advanced automation technologies are helping to improve productivity, reduce variability, decrease energy use, lower emissions and validate operational sustainability as companies answer this compelling environmental challenge.
About the Author
Michael Machuca
Chemical industry marketing director for the measurement instrumentation portfolio at Emerson
Michael Machuca is the chemical industry marketing director for the measurement instrumentation portfolio at Emerson. He has been with Emerson for over 18 years in various product management and marketing roles supporting industrial process measurement applications in the oil & gas and chemical industries. Machuca holds a Bachelor of Science degree in mechanical engineering from the University of Houston.