A new direction for powder characterization in process industries

All industrial processes present challenges to the scientists, engineers and operatives who design and install production equipment and manage day-to-day operations. Even if plant and process equipment is diligently specified, issues with suppliers, variability in feedstocks, and changes in environmental conditions can contribute to blockages and stoppages, which are all detrimental to productivity.
Powders are widely acknowledged as being particularly challenging to handle and are known for being much less predictable and more variable when compared to processing solids and fluids. But many products are either used as a powder or rely on powders as an integral part of their manufacturing process. Therefore, gaining a comprehensive understanding of powder characteristics and employing this to optimize handling and processing is imperative if quality and profitability are to be assured.
This article examines the importance of powder characterization within the process environment and the application of uniaxial powder testing to a wide range of materials and industries. It examines the results of a study on a diverse range of powders using a recently introduced uniaxial powder tester, but begins by looking at why powders are inherently difficult to manage, current powder testing options and the potential benefits of uniaxial powder testing.
The multiphase nature of powders
Powders consist of solids, liquids and gases, and the complexity of their behavior is a consequence of the interactions between these three phases. The solid particles can be defined by a wide range of properties such as size, density, hardness, shape, surface texture, and surface area, so it is understandable why specifying a powder simply by some limited physical properties of the particles alone can lead to inconsistencies. The gaseous component is typically air entrained within the bulk and it is often water that makes up the liquid phase, but both will influence how the powder behaves and therefore add to the complexity of defining and specifying powders for a given application. Furthermore, other factors, such as exposure to consolidation, shear rates, temperature and humidity must also be considered.
The way a powder behaves in a process is thereby influenced by numerous factors. For example, if a typically free-flowing powder is stored for a long period in a hopper it may release entrained air and undergo caking, consequently becoming problematic. It is therefore critical that any powder testing techniques employed are relevant to the process in question.
Powder testing options
Several traditional techniques have long been the mainstay of powder processors seeking to assess flowability. Details of three widely used examples are provided below:
- Angle of repose is the angle of the slope of the cone formed when powder is poured onto a horizontal surface. It correlates with the strength of particle-particle interaction and so, typically, the larger the angle the more cohesive the powder.
- Flow through an orifice measures how quickly powder dispenses through an outlet of a given diameter.
- Tapped density quantifies the change in bulk density exhibited when a sample of powder is subject to external tapping. Results are typically expressed in the form of ratios of tapped to poured density – Hausner Ratio or Carr’s Compressibility Index (CCI) – with higher values considered to indicate reduced flowability.
Although the tests are quick and intuitive, and require minimal training, the methods do not simulate the process environment, meaning the data generated may not be relevant to a range of unit operations. In addition, it is now commonly acknowledged that they lack the sensitivity required to identify subtle differences in powder that may affect performance. This is compounded by poor repeatability because of the manual nature of the techniques and the influence of the operator and packing history.
Biaxial shear cell testing measures the force required to shear a plane of consolidated powder relative to another to quantify how easily a static, consolidated powder transitions into flow. Shear stress is typically measured over a range of applied normal stress levels and the resulting data is used to construct a yield locus. Mohr’s circle analysis can then be applied to determine parameters such as Major Principal Stress (MPS), Unconfined Yield Strength (UYS) and Flow Function (FF or ffc). Biaxial testing measures the onset of flow at moderate-to-high stress levels and as such provides valuable information for hopper behavior and informs hopper design. The data, however, is often less valuable to operations where powders are in low stress environments or in motion. One of the biggest limitations of biaxial testing is the application of a mathematical model to derive important parameters such as UYS and FF, which can result in these parameters being under- or over-reported, or not derived at all, leading to incorrect specifications for hoppers or other process equipment.
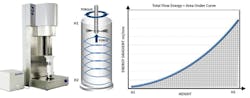
Dynamic powder testers allow measurements of a range of powder properties under conditions that simulate the process environment (see Figure 2), providing data that correlate with in-process performance. The technique involves measuring the rotational and axial forces acting on an impeller as it rotates through a powder sample, allowing the resistance to both confined and unconfined flow to be quantified. Powders can be characterized in consolidated and moderate- to-low stress states, as well as when aerated and even fluidized. Dynamic testing can also be used to investigate the effect of variables such as moisture content, storage time, electrostatic charge and flow (or strain) rate and typically employs sample preparation steps to address operator variability and packing history.
Uniaxial testing
Uniaxial testing is a well-established concept. The simple and intuitive technique measures the normal stress required to fracture a freestanding, consolidated powder column, generating a value for uniaxial Unconfined Yield Strength (uUYS) as a function of the Major Principal Stress (MPS) imposed during consolidation. The directly measured values of uUYS are analogous to the UYS that is derived from biaxial shear cell data. Cohesive powders have relatively strong interparticular forces that encourage particles to bond, resulting in a high uUYS, while free-flowing powders with much weaker tensile forces between the particles tend toward lower uUYS values. In this way, uniaxial shear testing provides a quick, reliable and robust way to directly rank the flowability of powders. Despite the obvious benefits, uniaxial powder testers have not been widely adopted in industry for several reasons:
- Uniform density throughout the powder column must be achieved for data to be reliable and repeatable.
- An optimum height/diameter ratio for the consolidated powder column of 1.25 to 1.5 must be achieved for powders with varying levels of compressibility to ensure a consistent and reliable fracture.
- The confining vessel must be removed with minimal impact on the consolidated column.
A new uniaxial powder testerincorporates the following advances to overcome these challenges:
- Application of a double-ended compaction method to ensure more uniform stress field throughout the column
- Use of a variable volume vessel allowing initial sample quantity to be adjusted depending on its compressibility
- Development of a low-impact sleeve and simple locking mechanism to ensure easy removal.
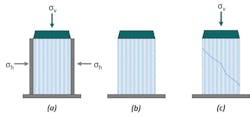
Uniaxial testing is a rapid and simple procedure. A sleeve is filled with powder that is then consolidated using a computer-controlled vented piston to a target normal stress, (a); the consolidation stress is then reduced to zero before removal of the confining sleeve (b) prior to the piston moving down again at a constant speed to fracture the free-standing column (c) to directly measure the uUYS as shown in Figure 3.
Like many traditional techniques, a uniaxial tester requires very little training, produces results in a few minutes, and the method and results are intuitive. However, the technique is sensitive and repeatable and is able to provide differentiation between powders with different flow properties and avoids the risks associated with the application of mathematical models.
Reliable & consistent results across materials
The Advanced Uniaxial Powder Tester (AUPT) from Freeman Technology, UK, was used to test a total 12 materials commonly used in a various industries, including pharmaceutical, food and bulk chemicals.
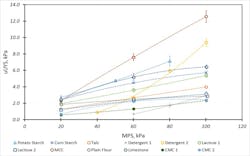
Each sample was tested at 3 MPS levels (20, 60 and 100 kPa) with five repeats performed at each stress level. Where materials did not form viable powder columns at these MPS values, alternative values were used. MPS hold times, consolidation and failure speeds were kept consistent across the range of tests.
The Flow Function profiles for the 12 samples show clear differences in uUYS values, with microcrystalline cellulose (MCC) yielding the highest uUYS values throughout. The error bars on the individual data points show that the technique is highly repeatable and, in addition, even the more free-flowing powders were successfully consolidated to form free-standing columns.
Notice the comparison between Limestone and Detergent 2. Free-flowing Detergent 2 has a lower uUYS at lower MPS values but is significantly more sensitive to applied stress, generating higher uUYS values at 100 kPa and therefore likely to be problematic in high stress process environments such as large hoppers.
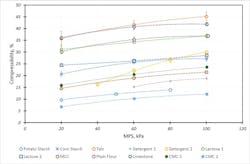
Although the compressibility profiles show differences between the samples, for each individual powder sample the profile is highly repeatable (typically less than 5 percent RSD). This suggests that the uniaxial powder tester successfully achieves consistent consolidation across the powder column over repeat runs at each MPS for all the materials tested. Consolidated Bulk Density and H/D Ratio (not shown) also exhibit the same high level of repeatability.
These data also illustrate that bulk properties such as compressibility should not be relied on alone to indicate flowability. A comparison of MCC and CMC 1 (carboxymethyl cellulose), for example, shows similar compressibility profiles but clear differences in uUYS values.
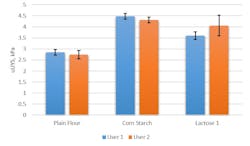
A reduced set of tests was undertaken by another user to investigate reproducibility. The data in Figure 5 demonstrate the high levels of repeatability demonstrated by both users and the consistency between users.
Conclusion
The benefits of uniaxial powder testing can now be employed in industrial applications. A robust, reliable and simple uniaxial tester capable of constructing consistent, freestanding powder columns from a wide range of commonly used powders, means that even inexperienced users can achieve precise and repeatable results. Those looking for a fast and reliable method of troubleshooting process issues, or rapid screening of raw materials, intermediates and finished products, now have an alternative and inexpensive option.
Katrina Brockbank is powder technologist at Freeman Technology, UK. She has a doctorate in Powder Flow Characterization from the University of Bradford. While completing her thesis she also undertook several projects for the Institute of Pharmaceutical Innovation including pharmaceutical formulation. She has worked at Freeman Technology since 2012 and in addition to powder technologist holds the position of head of laboratory.