Preventing powder problems

The process industries face many challenges, and sealing powders is one of the toughest. From mixers to conveyors and everything in between, keeping powders contained can pose issues for processors. Leakage from improperly sealed assets causes problems within a facility. These include:
- Product loss
- Housekeeping issues
- Waste disposal
- Contamination of other equipment around the leaking asset
- Safety issues
- Asset failure and/or part replacement costs
- Downtime with lost production
Any of these issues may wreak havoc in a plant, and more than one may become dangerous and costly. Some of the most aggressive materials to seal are sugars, cement and salts and seasonings. Three case studies involving rotary airlocks feeding sugar in a candy factory, mixers combining cement in a Southwest plant, and conveyors moving potato chip seasonings (including salt) demonstrate some of the ways powder and slurry leakage may affect production and asset life.
Rotary airlocks in candy production
Unlike the whimsical world of Willy Wonka, operations in candy factories must overcome many challenges — without the benefit of magic or Oompa Loompas. One challenge is moving fine dextrose, a simple sugar made from corn, throughout a facility.
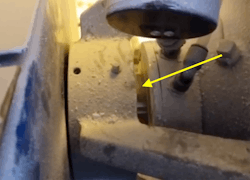
A candy processor on the East Coast had issues with sealing rotary airlocks. In the facility, the rotary airlocks are used as feeders to move dextrose from sugar silos to the mixers that make peanut butter used in the chocolate products. The location had more than 100 rotary airlocks that metered the dextrose. Fine dextrose coated nearly every surface, posing housekeeping problems and safety risks (Figure 1).
Sugar presents a few safety risks, including a slip and fall risk if it contacts moisture. A lesser-known danger is the possibility of explosions. The sugary dust in the air creates static electricity as it travels and can explode if not controlled. The candy processor needed a solution to minimize or eliminate the leaking and blowing dextrose.
The existing lip seals on the rotary airlocks operated only a few weeks before they began to leak. Once leakage began, sugar traveled everywhere.
The maintenance lead for the facility needed a better solution and decided to try a noncontact air seal (Figure 2).
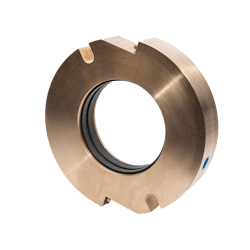
In brief, an air seal uses engineered clearances and directional flow paths to create uniform pressure and velocity profiles. A boundary layer of air between the throttle and the shaft/sleeve — sometimes called an air knife — prevents damage from mechanical runout because the throttle floats. The floating throttle withstands ±0.125-inch of parallel movement. Product does not enter the seal technology and will not leak as long as air is supplied before startup and at all times during operation.
When installed correctly, the seal floats in a stationary position on the airstream as the shaft rotates, making it a true, pneumatic non-contact seal. The design allows for any particulates to be expelled by the centrifugal force of the rotating seal, preventing contaminant or powder ingress into the bearing. Because some powder may exit the seal and enter the atmosphere, air seals need to be vented.
Each rotary airlock in the candy production facility required two seals. The team decided to test the technology on one rotary airlock before installing them on the 100 units at the facility.
While the lip seal repeatedly failed after a few weeks, the new air seal has been operating for more than nine months and the maintenance lead is happy with the leak-free operation. The team is working on installing more seals within the facility to eventually have a sugar-free environment — except in the chocolate and peanut butter, of course.
Mixers in a cement plant
A Southwest cement plant struggled with failing mechanical seals on its batch mixers. The seals only lasted a few weeks before they began leaking. The leak rate would continue to increase with every batch, creating housekeeping issues for operations. Cement continued to accumulate and harden on all surfaces.
These mixers continuously failed after the aggressive material destroyed the mechanical seals. These failures also caused bearing failures and halted production. The team experienced the following complications during operation, in addition to complete failures:
- Housekeeping issues
- Safety issues
- Asset and part replacement
- Downtime


In May 2020, the team decided to test out an air seal on one of the two batch mixers in the plant. The results were virtually flawless, and an air seal was installed on the second mixer.

Other than a startup of one mixer without air to the seal, which caused a repairable problem, the first seal has been operating leak-free for more than nine months. This is a huge improvement compared to the mechanical seals’ few weeks of life.
Conveyors in potato chip seasoning
Moving spices and seasonings in general can be problematic, and many are very fine powders that are difficult to contain. Spices aggressively wear the faces of mechanical seals, which results in failure.

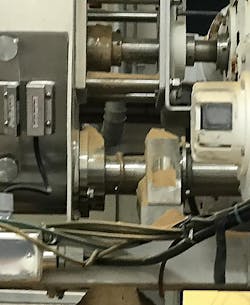
In one plant that produces seasonings to flavor potato chips, a conveyor system experienced major product leakage (Figure 6). Along with the leaking product came complicating issues, including:
- Product loss
- Housekeeping issues
- Waste disposal
- Contamination of other equipment around the leaking asset
- Safety issues
- Asset failure and/or part replacement costs
- Downtime with lost production
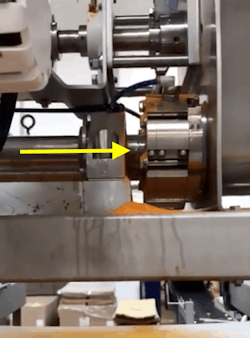
Some of the major issues could not be ignored. Product loss was the biggest problem, resulting in issues around housekeeping, other equipment contamination and safety issues. Imagine working in a facility with a mask on (pre-COVID and post-COVID) when the seasoning for sour cream and onion chips moves through the conveyor system, and the leaks cause it to blow everywhere. Days passed before the odor and taste went away, even with an N95 mask. Also, Figure 7 shows that the assets under the leak are being contaminated as well and are losing product.
A non-contact air seal became the solution (Figure 8). The seal has eliminated leakage with successful operation for more than 11 months. It has worked so well that the team has already ordered a second seal for the upper conveyor and plans to replace other equipment, such as bearing isolators, in the coming months.
David Brewer is regional manager, Atlantic Region, for Sealing Equipment Products Co., Inc. (SEPCO). He has served many industries including pulp and paper, chemical processing, food and beverage, power generation, textile and waste treatment. Brewer may be reached at [email protected].
Chris Tindell, CMRP, is a regional business manager for Sealing Equipment Products Co., Inc. (SEPCO). Tindell is a maintenance and reliability professional with more than 20 years of experience in reliability consulting, training and troubleshooting equipment. Tindell may be reached at [email protected].
SEPCO
About the Author
David Brewer
Regional manager, Atlantic Region, for Sealing Equipment Products Company (SEPCO
Chris Tindell
Regional business manager for Sealing Equipment Products Co., Inc. (SEPCO
Chris Tindell, CMRP, is a regional business manager for Sealing Equipment Products Co., Inc. (SEPCO). A reliability leader in the fluid sealing industry, SEPCO supports global distribution in more than 30 countries. Tindell is a maintenance and reliability professional with more than 20 years of experience in reliability consulting, training and troubleshooting equipment. He is an experienced vibration and lubrication analyst and maintains professional certifications in multiple engineering technology fields. Tindell has worked in many manufacturing industries auditing and optimizing PSM maintenance programs and providing training on RCM and lean manufacturing strategies. He may be reached at [email protected].