Ensuring effective material flow from bulk solids storage vessels

Bulk solid materials may or may not gain cohesive strength when handled and stored in stockpiles, bins, silos and hoppers depending on the combination of several factors, including the height of the silo or pile, the percentage and size distribution of fines, the moisture content, storage time at rest, the presence of clays or talcs, the material’s chemical nature, and others.
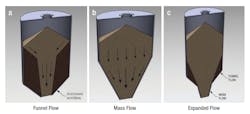
If the material does gain cohesive strength, then flow problems such as arching and/or ratholing may occur, depending on the shape of the hopper, the dimensions of the hopper outlet, the hopper wall angles and liner, and the flow pattern developed by the material in the silo, bin or pile. Three flow patterns exist for powders and bulk solid materials: funnel flow, mass flow and expanded flow.
Funnel flow
Funnel flow occurs when a hopper is not sufficiently steep and smooth to force material to slide along the walls or when the hopper outlet is not fully effective. In a funnel-flow bin or pile, a flow channel forms above the hopper outlet during discharge. Material in the channel flows toward the outlet, while material near the hopper walls remains stagnant, as shown in Figure 1a.
With a non-free-flowing material, the channel expands upward from the outlet to a diameter that approximates the largest dimension of the effective outlet. When the outlet is fully effective, this dimension is the diameter if the outlet is circular, or the diagonal if the outlet is square or slotted (rectangular). Higher within the mass of material, the flow channel will remain almost vertical, forming a pipe if the channel’s diameter is less than the critical rathole diameter.
With a free-flowing material, the flow channel expands at an angle that depends on the material’s effective angle of internal friction. The resulting flow channel is generally circular, with a diameter in excess of the outlet diameter or diagonal.
When material is withdrawn from a funnel-flow silo or stockpile, the flow channel develops directly above the outlet, and material sloughs off of the top free surface, sliding into the flow channel. With sufficient cohesion, sloughing may cease, allowing the channel to empty out completely and form a stable rathole. It is very difficult to break up the stable material around a rathole by external means such as poking or vibration.
Depending on the steepness and smoothness of the hopper walls, a bin may or may not empty completely. In general, funnel-flow silos and stockpiles are only suitable for coarse, free-flowing or slightly cohesive, non-degrading materials when segregation is not important.
Mass flow
Mass flow, on the other hand, occurs when the hopper is sufficiently steep and smooth to force the material to slide along the hopper walls. All the material in a mass-flow bin is in motion whenever any is withdrawn, as shown in Figure 1b. Shallow valleys in the hopper geometry are not permitted, and the outlet must be fully effective. Ratholes cannot form in a mass-flow bin, eliminating stagnant regions. Mass-flow bins are recommended for handling cohesive materials, powders, materials that degrade with time and in applications where segregation must be minimized.
Expanded flow
Expanded flow is a combination of funnel and mass flow, in which the lower part of a funnel-flow silo or stockpile operates in mass flow, as shown in Figure 1c. The mass-flow hopper should expand the flow channel to a diameter or diagonal equal to or greater than the critical rathole diameter, eliminating the likelihood of ratholing. Multiple mass-flow hoppers can be placed close enough to cause a combined flow channel in excess of the critical rathole diameter. Expanded flow silos and stockpiles are recommended for storing large quantities of non-degrading materials and for modifying existing funnel-flow silos to correct problems caused by arching, ratholing and flushing.
Feeder and gate design
It is important to point out that feeders, gates and/or dischargers play an important role in the correct operation of stockpiles, bins, silos and hoppers. Bin and hopper outlets must be fully effective, with properly designed interfaces between the hopper and the feeder to achieve mass flow along the entire length and width of the outlet. If a gate such as an emergency spile bar shut-off “pin gate” valve or a slide gate is used below a mass-flow hopper, the gate must be operated either fully open or fully closed. It is critical that spile bars do not protrude into the material flow during normal operation.
For example, Figure 2a shows how a belt feeder with a constant height outlet creates funnel flow in the bin above it, with a preferential flow channel at the rear of feeder outlet and a region of stagnant material at the front of the feeder outlet. In contrast, a mass-flow belt feeder permits material to flow along the outlet’s entire length, creating mass-flow in the bin, as shown in Figure 2b.

Francisco Cabrejos, Ph.D. ([email protected]), is general manager at Jenike and Johanson, Chile S.A.
Jenike and Johanson
About the Author

Francisco Cabrejos
General Manager, Jenike & Johanson Chile S.A.
Francisco Cabrejos, Ph.D. ([email protected]), is general manager at Jenike and Johanson, Chile S.A.