Inline moisture endpoint detection in wet granulation using filtered NIR spectroscopy

Granulation technologies play a central role in industries from pharmaceutical to food and beverage to animal nutrition, among others. Wet granulation involves the infusion of solvents, either aqueous or organic, along with the aid of wet or dry binders to agglomerate fine particles into larger, more free-flowing powder. The most common methods are extrusion, high shear mixing, and fluid bed granulation.
Moisture content during wetting and drying cycles is a critical factor that influences agglomeration rates and overall particle growth. Typically, moisture content is measured according to the standard Loss-on-Drying (LOD) method. Instruments manufactured for this purpose heat a known mass of sample and evaporate any moisture present. The instrument then calculates the mass lost as a percentage, typically in as little as 5 to 15 minutes.
However, due to the dynamic nature of wet granulation, the material’s current moisture content may be different than the sample being tested. Depending on the sampling method used, the process upset could range from a minimum of a slight disruption by offline destructive samples, to a major process upset by pausing or stopping a process to pull multiple samples. This could be detrimental to the process if the material is on the verge of being oversaturated and may crash the batch.
To reduce stoppage and sampling times, an efficient moisture sampling technique is needed. Inline near-infrared (NIR) spectroscopy can provide instantaneous feedback on moisture content. The rapid measurements may eliminate stoppages, decrease process errors such as over-wetting, and may even help predict when the material is dry enough to discharge. This technique speeds up process times and reduces the need for a redundant LOD instrument.
To obtain meaningful information from the NIR sensor, a relationship between signal (absorbance value) and concentration (product moisture) must be established. To verify the correlation and associated least squares regression line, two wet granulation methods were evaluated using NIR spectroscopy to determine an ending moisture infusion and drying point, without process interruption. The data strongly correlated with offline data. These studies narrow in on multiple fluid bed granulation methods and incorporating NIR spectroscopic measurements in-process. Additionally, the effects of moisture content on particle size and morphology were examined post granulation.
Top spray granulation
Top spray granulation is a one-pot, wet granulation method where a dry blend consisting of only raw material is loaded into a fluid bed and fluidized using conditioned process air, while a binding solution (water or a multi-component solution) is sprayed downward and atomized from a spray gun seated approximately halfway up the fluid bed.
Top spray granulation trials were conducted using the Freund-Vector VFC-15M FLO-COATER with a 20-liter product container and the Freund-Vector VFC-60M FLO-COATER with a 220-liter product container. An NIR filter photometer was used for measuring inline moisture content (Figure 1), while the Mark-3 LTE moisture analyzer was used for offline moisture measurements.

For both units, a placebo formulation consisting of 70% lactose monohydrate (312), and 30% microcrystalline cellulose (Emcocel 50M) was used as a starting point for development batches. After the feasibility work with the placebo was completed, semi-fine acetaminophen (APAP) was granulated to demonstrate NIR capabilities with an active formulation. Active and placebo blends were granulated using a 10% polyvinylpyrrolidone (PVP) K30 solution to theoretical weight gains of 7% and 5% weight by weight (w/w), respectively. The process was considered finished when the final moisture content was below 2%.
Best-fit curves were created for both blends, as shown in Table 1. Hausner ratio and Carr's index were calculated, as shown in Table 2. Angle of repose was calculated for granulated product and raw material but does not provide meaningful comparisons due to the poor flowability of the raw material. Particle size distributions were measured using the QICPIC particle size analyzer.

After running calibration batches, the moisture content measured by the NIR filter photometer averaged over 30 seconds was within 1% of the confirmed moisture content measured by the Mark-3 LTE moisture analyzer at each interval that a sample was taken. Physical characteristics of each batch matched closely when similar moisture profiles were used during the granulation process (Table 2).
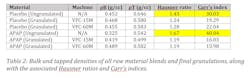
All granulated products have a calculated Hausner ratio below 1.34 and are considered passable. Both raw materials have Hausner ratios over 1.4 (highlighted in Table 2), indicating poor flowability. Supporting these calculations, the Carr's indices for the granulated materials are all below 23, which is within passable or better ranges, whereas the raw materials are both over 30 and in the poor to extremely poor flowability range.
The particle sizes of both the raw and granulated materials were also measured to show repeatability between trials using identical process parameters. Figure 2 shows the values obtained for the D10, D50 and D90 of each granulation.
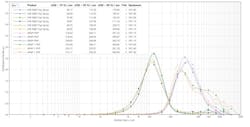
The placebo trials yielded a percent difference of only 3.81% when run on the VFC-15M small-scale FLO-COATER versus the VFC-60M large-scale FLO-COATER. When using APAP, the percent difference between small- and large-scale trials shrinks to 1.79%, which demonstrates a very high level of repeatability between individual trials as well as the scaled-up processes.
GXR rotor spherical granulation
Rotary spherical granulation is another one-pot, wet granulation process that allows for targeted particle sizes with a narrow particle size distribution. The particles are much more spherical, which also helps create a dense, free flowing powder. Although done in the same fluid bed as a top spray process, the tangential movement of the product allows for a “snowball” type effect, while the high velocity of the conical rotor allows for vigorous mixing to ensure even particle size growth throughout the batch. As with any other wet granulation method, peak moisture and final moisture content are both critical factors in determining the physical characteristics of the final granulation.

Granulations were performed using a Freund-Vector VFC-Lab 3 FLO-COATER with a GXR-35 rotor insert. Three granulation formulations were used: a placebo blend of lactose monohydrate (312), partially pregelatinized starch (B815), and microcrystalline cellulose (Emcocel 50M); a singular blend of acetaminophen semi-fine powder; and ibuprofen 25. For each granulation process, 5% PVP K-30 aqueous solution was used as a binder.
Absorbance values of the moving product bed were recorded using an NIR fiber optic photometer located approximately four inches above the product surface, and values were captured using Putty software (Figure 3). Granulation samples were withdrawn from the sample port throughout the granulation process and Loss-On-Drying (LOD) measurements were determined using a Mark-3 LTE moisture analyzer. Absorbance values and LOD measurements were correlated to make corresponding calibration curves.
Best-fit curve equations for each of the granulations are shown in Table 3. All equations had an R2 value in the range of 0.97 to 0.99. These equations were programmed into the photometer so that it would directly display moisture during the validation trials. During the validation trials, the difference between the % moisture measured by the photometer and the LOD machine was not more than 1%.

Conclusions
This study accomplished two goals, one was to develop repeatable moisture curves for a placebo product and active products, which can be programmed into an NIR filter photometer and can read out real time product moisture data without the need for invasive or disruptive sampling. The second goal was to take this small-scale calibration data and implement it on a production-scale fluid bed and evaluate the final product characteristics to determine the scalability of the NIR moisture prediction models.
NIR spectroscopy provided significant advantages over offline moisture measurement in terms of time for sample analysis without a drop off in accuracy. In this study, repeatable moisture curves for a placebo product and an APAP product were produced and validated. The calibration data can be programmed into an NIR filter photometer, which in turn can read out real time moisture data from the product without the need for invasive or disruptive sampling.
Additionally, the calibration curves generated on the small scale were implemented on a production scale fluid bed and evaluated to determine scalability of the NIR moisture prediction models. Having the capability to measure moisture in line and in real time also allows for greater control over the final product’s physical characteristics, which minimizes batch-to-batch variation and could greatly reduce reject batches or catastrophic failures.
Garrett Alfred is a process development scientist at Freund-Vector and has been with the company since 2018. He has been involved in numerous customer development trials and field startups and has also conducted research using PAT control methods and instrumentation for both wet and dry granulation methods. He graduated from the University of Iowa with a BS in chemical engineering.
Mitch Crawford is a process development scientist at Freund-Vector and has been with the company for 10 years. He has been involved in numerous customer development trials and has conducted research using PAT control methods and instrumentation for both wet and dry granulation methods. Prior to joining the lab, Mitch worked as a service engineer for 4 years. He graduated from Iowa State University with a BS in mechanical engineering.
Freund-Vector
About the Author

Garrett Alfred
Garrett Alfred is the Technical Sales Manager at Freund and has been with the company since 2018. He works with customers in a variety of customized applications to ensure the machines they purchase are suited to their specific needs. Prior to sales, he worked in the lab as a process development scientist, working with customers in house and in the field on new process and product developments. He graduated from the University of Iowa with a BS in chemical engineering.

Mitch Crawford
Mitch Crawford has been with FREUND Inc. since 2012. He graduated from Iowa State University with a BS in Mechanical Engineering and started working for FREUND as a Technical Service Engineer. He joined the lab in 2018 and worked on many customer projects as well as R&D efforts, including four AAPS posters. In 2023 he became the laboratory manager.