If asked, can you say how well your pumps perform?

By Craig McIntyre
Pumps of all sizes are used throughout the process industries to transfer a wide range of fluids. Along with proper pump selection and installation, it’s also important to have the information on hand needed to protect a pump and operate it efficiently.
The Hydraulic Institute publication, "Optimizing Pumping Systems," says a pump system with no means of measuring flow, pressure or power is an inefficient pumping system. Unfortunately, instrumentation needed to protect pumps and improve performance is often not specified or supplied at pump installation. But a modest investment in sensors can help improve reliability and performance of very expensive pumps and pumping systems.
In some cases, spending a few hundred or a few thousand dollars on instrumentation can protect a $50,000 pump from serious damage or head off even greater operation loss.
Pump protection starts with having the proper sensors to monitor key pump functions. If the needed devices, or provision for their installation, aren’t included at installation, they must be added.
Centrifugal pumps have a specified performance window of operating curves. Moving out of the window, or moving too much within it, may produce stress that damages a pump. Installing the proper sensors — especially on pumps costly to buy or expensive in terms of energy usage or maintenance — helps identify problems before the pump is damaged or maintenance and operation resources impacted.
For example, installing a pressure sensor on the pump’s suction side to measure Net Positive Suction Head available (NPSHa) can show whether a pump is running within the proper pump performance curves. Temperature or pump vibration monitoring sensors can indicate mechanical problems and an empty pipe detection (EPD) or low/no flow sensor can indicate when pumps are having trouble.
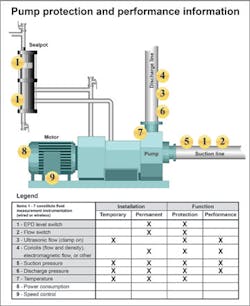
Without running new wiring, a self-powered WirelessHART adaptor combined with low-cost HART pressure, temperature transmitter/sensors and flowmeters (Figure 1) can provide pump condition information. The system delivers pump-suction pressure, discharge pressure and temperature information to a recorder, data server or web portal. Pressure differential across the pump is determined from the difference between the measured suction and discharge pressures.
To avoid cavitation conditions, the NPSHa must be greater than or equal to the net positive suction head required (NPSHr). Monitoring the suction head (pressure in terms of water column) can help identify conditions that can damage the pump. A number of factors can change the NPSHr, including, but not limited to, increases in flow rate or changes to the head (i.e., pressure from fluid density or level) in a supply tank in front of the pump.
High-pressure or vacuum conditions may impact some applications. Ceramic pressure sensors that measure abrupt vacuum or pressure changes without being damaged apply in these situations. Ceramic sensor pressure transmitters also resist a great deal of direct physical diaphragm abuse without affecting calibration, even when repeatedly relocated to different pump installations.
Keep the flow going

A pump is "dead-headed" when it is operated with no flow. If no fluid enters the pump impeller, it will churn the same volume of fluid as it rotates. Friction will lead to increased fluid temperature. This can reach a point where the fluid flashes into vapor, disrupting cooling flow to the pump’s bearings and packing. If sustained, this can cause excessive pump wear and damage.
A flow switch installed at the pump inlet can alarm when the flow rate into the pump drops below a preset rate while the pump is running. For under $400, a calorimetric flow switch like the Endress+Hauser DTT Flowphant can indicate a low/no flow condition where damage can occur.
A pump is "dry running" or in an empty pipe condition when insufficient fluid is delivered to the pump’s suction side. If a pump is allowed to run dry, it can cost thousands of dollars to recondition or repair. For $400, an EPD switch — such as the Endress+Hauser Liquiphant FTL tuning fork — can detect this condition and is cost-effective pump life insurance.
Electronic EPD switches are more reliable than float-sensor EPDs in some pumping applications. For example, an OEM skid builder had problems with floats sticking because material in the fluid coated the floats. The pump couldn’t run dry and had to shut off when there was no water for the shaft packing.
The skid builder installed Liquiphant FTL EPD switches instead of floats. False trips went to zero, and no switch-malfunction related pump failures or burnt-up pump packing were reported.
EPDs are also available within some flowmeters, such as the Endress+Hauser Promag magnetic or Promass Coriolis flowmeters. Most pump systems can benefit from monitoring via a flowmeter, so it makes sense to specify one with EPD from the beginning.
If a flowmeter, flow switch or EPD switch isn’t installed, a temperature sensor can sometimes be used to sense some problems that can occur from low or no flow.
Reaction must be swift and before damage can occur. An Endress+Hauser TMR pump temperature sensor uses thin-film technology to react seven times faster than standard temperature sensors.
Checking seal pots
Pumping systems involving toxic, hazardous or corrosive fluids cannot tolerate leaks into the environment. In such cases, a pump may have a double or tandem seal that uses a compatible liquid injected into a seal chamber to serve as a barrier fluid.
If any hazardous product leaks across the inner or primary seal, it enters the seal chamber and mixes with the barrier fluid. Improper control and maintenance of the seal environment can result in total seal failure, along with unsafe leakage of undesirable products.
Supply tanks — called "seal pots" — serve as a reservoir of clean, pressurized barrier fluid for double or tandem seal assemblies (Figure 2). Fluid loss would result in catastrophic failure of the seal and dangerous conditions. Therefore, operators must know if the fluid level drops too low. Seal pots generally have either a high-level or low-level liquid switch, or both, depending on the application.
The low-level switch indicates barrier-fluid loss, while the high-level switch indicates hazardous product leakage across the primary seal and into the seal chamber, which adds fluid volume and raises the seal pot level. Switch outputs connect to alarms or plant-control systems, calling for immediate corrective action. All seal pots use a pressure sensor, with some having a pressure switch to sound an alarm or shut down the pump.
Proper piping, valving and pump design can avoid some conditions that cause accelerated pump damage or failure. For example, an automatic flow control device or a recirculation line between the pump’s discharge and source lines ensures enough flow though the pump to prevent overheating or damage.
If, however, operation outside specification cannot be ensured by piping design, then instrument-based monitoring should be considered. In the real world, precise pump sizing and piping design doesn’t always take place up-front, and even when it does, changing operating conditions can render initial calculations invalid.
Measuring pump efficiency
In one example, Melbourne Water in Victoria, Australia, conducted a pump efficiency study and discovered that pumping accounted for 50% of power consumption. Increased pump efficiency should deliver a 2-4% annual energy savings, or about $1 million per year.
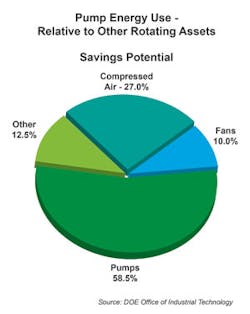
Pumps are one of the highest energy consumers within many process operations. A Department of Energy study (Figure 3) confirms that pumps consume about 50% of the energy used by a plant’s rotating assets. To find out potential savings from a focus on pumping, a plant does a pump efficiency study — even if the pumps were first selected carefully.
Even an optimally sized pump may be subjected to different operating conditions than expected. Process adjustments over time can shift the fluid densities, flow rates, pressures, temperatures and viscosities the pump has to handle.
Many pump-performance monitoring approaches use sensors for suction pressure, discharge pressure, flow rate, pump speed and power use. From these variables and other system details, pump condition and efficiency are determined.
Pump efficiency is defined as the pump’s fluid power divided by the input shaft power, and is influenced by hydraulic effects, mechanical losses and internal leakage.
The same sensors used for pump protection also provide information in a pump-performance monitoring system. One can use the suction and discharge pressure sensor, along with flowmeter and pump power and rotational speed information, to help designers and operators determine pump performance relative to its Best Efficiency Point (BEP). In some cases it may be that the current pump system cannot meet operating requirements or is mis-sized and needs rework or replacement to achieve energy and maintenance cost improvements.
Accurate flow-rate data is a key indicator of pump efficiency. Flowmeters already in line with the pump may often provide pump flow performance information to compare with pump power and speed information over time. The role a process flowmeter takes in lifecycle pump-performance monitoring is best specified during process and pumping system design and development.
If no flowmeter is positioned for pump flow-rate information, portable ultrasonic flowmeters can often be temporarily mounted outside existing piping near the pump. These clamp-on ultrasonic flowmeters are convenient, but take care to follow installation requirements to get flow rate data usable for performance monitoring. It is critical the flowmeter have a good calibration history to ensure data is accurate as to the true flow rate though the pump.
Coriolis flowmeters can be installed with little regard for upstream and downstream flow profiles, even on large pipes. Coriolis flowmeters, like the Endress+Hauser Promass, deliver traceable flow accuracies of ±0.05%. With high speed EtherNet/IP, fieldbus or HART communications, they provide not only mass and volume flow information but also temperature, density and viscosity. Other diagnostics related to voids or gas in fluid, such as leaking seals that can impact pump performance, are available in Coriolis meters.
Thermodynamic monitoring
One widely accepted pump efficiency testing method that doesn’t require flow measurement is the thermodynamic (i.e., Yatesmeter) system. It employs the thermodynamic method detailed in ISO 5198 –1987 and the Code of Practice for Pump Efficiency Testing by the Direct Thermodynamic Method June 1995, by The Pump Centre, UK.
The method involves insertion of high-accuracy temperature probes and pressure transducers on both the suction and delivery sides of the pump to measure the differential water temperature and pressure. The energy lost due to the inefficiency of the pump is measured by the differential head and differential temperature across the pump. Neither the flow rate nor the power absorbed by the pump needs to be measured.
Where the shaft power absorbed by the pump can be determined, the flow rate may be calculated from the power absorbed, the differential head and the measured efficiency. This is applicable for well-defined fluids (i.e., water).
Pumps are vital, expensive systems that consume a great deal of energy, and are expensive to rebuild or replace. Adding a few sensors to a pump system can help make pumps run more efficiently and discover problems before they get too serious.
Craig McIntyre is the chemical industry manager with Endress+Hauser in Greenwood, Ind. Other positions he has held with Endress+Hauser over the past 17 years include level product manager, communications product manager and business development manager. He previously was director of marketing for an Emerson Electric subsidiary. McIntyre holds a BA in Physics from Greenville College and an MBA from the Keller Graduate School of Management.