Integrated energy measurement solutions
Regardless of where in the energy cycle we are, continuing global volatility of oil and gas prices is a given. Accurate energy measurement is needed in process applications that involve heating and cooling; compressed air; steam production and distribution; heavy fuel oil consumption; energy monitoring; and custody transfer.
In the past, instruments that measured energy use together might include a flow meter, temperature sensor, pressure sensor and flow computer.
Recently developed technologies integrate tasks that used to take several different devices to perform. The measurements taken are more accurate than those of an older systems as well.
One innovation example is a vortex flow meter featuring integrated pressure and temperature compensation. With accuracy of 1.5 percent, it is two to three times more accurate than older systems in which the individual measurement devices have accuracies between 3 and 5 percent.
Let’s look more closely at why each area needs accurate measurement and at solutions and practices that increase energy measurement precision.
Heating & cooling
A further incentive for accurate measurement in heating and cooling industrial workspaces and office buildings involves regulatory concerns related to reducing CO2 emissions.
Many different type solutions are installed, involving wide ranges of pressure, temperature or flow.
For example, a heat meter installation includes supply and return lines equipped with temperature measurement devices. Flow measurement is inline, or clamp-on options are available, regardless of whether heating or cooling is involved. Figure 1 is an example of a heat meter configuration, along with devices available for each measurement task.
Also common is the need to measure heat quantities consumed in industrial production areas by equipment such as steam generators, clean-in-place systems, heating-circuit production or ventilation systems. Here, both the flow rate of the heating fluid (typically water) and the difference in temperature before and after each consumption point must be precisely measured. Operators are looking to determine both individual and total heat demand for allocation of operating costs to appropriate consumers and to establish total heat balancing.
Ultrasonic flow meters are meant for these type heat measurements. Clamp-on options retrofit to existing heating and cooling applications when processes cannot be interrupted.
Compressed air
Virtually every production operation has a compressed air network, but rarely are these networks monitored for actual consumption rates. This is a major, costly oversight. Easy, significant cost reduction is possible if the compressors providing compressed air are controlled against actual consumption. Even with energy prices below 10 cents per kilowatt-hour, it is worth monitoring the compressed air system since annual costs created by leaks or untapped output can easily run up into the five-figure range. Only when consumption rates are measured can processes be optimized.
Studies show even a flawless compressor with maximum efficiency achieves only 85 percent of rated efficiency. Oil filters, air filters, motor speed and humidity at the inlet of the compressor and inlet filters are among factors that contribute about 8 to 10 percent of this efficiency reduction. That is why it is extremely important to measure the compressor’s free air delivery (FAD), which is defined as the amount of atmospheric air (free air) that can be sucked in by the compressor at the inlet condition (suction side) under the following conditions:
- Atmospheric pressure of 1 atmosphere
- Atmospheric temperature of 20ºC/15ºC
- Relative humidity of 0 percent (100 percent dry air)
- Motor speed (rpm) of 100 percent of its rated speed
For example, the KROHNE OPTISWIRL 4200 vortex flow meter is used to identify leaks, as well as monitor compressor efficiency, consumption profiles and peak consumption through integrated temperature and pressure compensation and FAD software. It measures the amount of free air that meets the stated air conditions, providing an assessment of compressor efficiency.
Suppose for example a compressor is set to run at 800 rpm and suck in 8,000 cubic feet per hour, which represents the compressor’s highest state of efficiency. If the meter says it is sucking in only 7,500 cubic feet per hour, the compressor is not as efficient as it could be.
Daily wear & tear
A certain amount of wear develops on a compressor that runs every day, and efficiency decreases gradually. Every compressor has a maintenance interval, and afterward it is shut down for maintenance. A typical production line shuts down every four to six months, during which the crew maintains the compressor and changes parts.
Using a vortex meter allows maintenance crews to report actual compressor efficiency and adjust maintenance intervals accordingly. Let’s say a maintenance shutdown occurred two months ago, but the device shows compressor efficiency falling rapidly. The maintenance crew can shut down and maintain the compressor before it breaks and time is wasted waiting for spare parts.
On the other hand, let’s say compressor efficiency is excellent. Instead of shutting down, one can leave the compressor running and schedule the maintenance to take place only when the meter indicates reduced compressor efficiency. Working this way allows plants to reduce maintenance intervals.
Operators want the compressor to work efficiently so less energy is needed for the same output. Many companies have compressed air systems with leaks everywhere in the plant; each leak fixed may save a plant as much as $250 a month.
Steam production & distribution
Figure 2. An example of a heat meter installation is shown, along with devices for each measurement task affected each time a process changes.
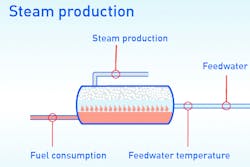
Every major production process, including pasteurization, brewing, sterilization, washing and cleaning, requires steam for heating. Supplying steam consumes energy because boilers are fired with liquid fossil fuels or natural gas. Accurate measurement of steam produced is a prerequisite for efficient burner control.
Steam generation is dependent on temperature and pressure. As pressure changes, steam changes from super-heated to saturated and then to condensate; a change can come with every valve or pump or elbow in a process line.
Steam processes are inconstant, and steam is affected each time a process changes. To regulate steam, operators must be aware at all times. Unfortunately, many plant operators do not understand steam regulation importance, or lack the right equipment. With the pressure- and temperature-compensated vortex flowmeter, operators always know if it’s at super-heated steam, saturated steam or condensate steam.
Figure 2 shows devices used to measure fuel consumption, steam production and distribution, and boiler feedwater consumption, to fully analyze steam system efficiency.
Even though steam boilers are efficient, the steam system as a whole is considerably less so, due to non-insulated steam lines, leaks, contaminants or faulty condensate separators. Often operators overlook the pressure and temperature fluctuations that can occur during the process. These fluctuations impact the measuring error of a system, which can result in a high loss of energy. Exact measurements help identify losses and increase efficiency.
Table 1 shows energy costs when measuring saturated steam and superheated steam. Small changes in steam temperature or pressure make a huge difference in what customers pay. As noted, a classic system with a variety of devices has an accuracy of between 3 and 5 percent, while one with integrated pressure and temperature compensation like the vortex flow meter in question has an accuracy rate of 1.5 percent. Depending on application and design, using the standard measurement configuration could be as much as $50,000 more a year than using a system with integrated pressure and temperature compensation.
Table 1. To understand energy costs associated with steam generation, insight into several parameters, including temperature and flow, are required.
Fuel oil consumption
Oil is used for energy and heat in industrial production, and often combined coal-oil burners can be used. To start the combustion process and support the coal fire, oil is used for the booster and supporting burner. Also, fuel oil is used to start natural gas turbines.
To get the ideal fuel ratio between oil and air, operators need precise mass measurement in the oil and air lines. Because of heavy oil use, a circulation line is used to heat the oil and reduce viscosity. To get the correct consumption value, the supply and return lines to the oil tank must be monitored.
One way to measure the consumption of heavy fuel oil (HFO) on each boiler is with a Coriolis mass flow meter. Accurate measurement allows operators to monitor the usage of HFO closely and precisely and to evaluate the plant efficiency.
When oil or gas is transferred from one party to another, the parties have to agree on the product quantity and quality. This type of custody transfer involves assurances for both parties. Devices must be calibrated and certified according to international standards, such as Organization Internationale de Métrologie Légale, American Petroleum Institute, American Gas Association and National Type Evaluation Program.
Calibration should be performed in accordance with ISO/IEC 17025, accredited and traceable to international and national standards. Regular inspections by national metrology institutes, round robin tests, and alignments with national and international metrological standards according to ISO 9000 and EN 45000 should be made to guarantee the quality and comparability of calibration rigs used for these meters.
Depending on line size, the length of straight run and simple customer preference, either a Coriolis mass flow meter or an ultrasonic meter is used here.
Savvy plant operators are looking for ways to make processes more efficient. Appropriate technology solutions and best practices can lead to significant energy savings for plants of all kinds.
Steffen Brauers is the product promoter for flow instruments at KROHNE, Inc., in the NAFTA region. He has experience as an application engineer and has spoken at several key industry events on mechanical and process engineering.