Submersible pump selection considerations

Industrial applications come with many demands, such as resisting corrosive chemicals and handling high temperatures. Considering such demands as well as carefully considering the application environment is crucial when selecting the most suitable pump for your application. Determining these factors up front will allow for less maintenance, higher efficiency and long-term cost savings. Many factors should be considered during submersible pump selection, but below are six essential points to keep in mind.
Continuous duty versus intermittent duty
An important question to ask before purchasing a pump is whether the pump will operate continuously or intermittently. Continuous-duty motors are designed to run non-stop, without any damage or reduced motor life. Intermittent-duty-rated motors are intended to run for only a short time and require time to allow the motor to cool down to ambient temperature.
A pump with a continuous-duty motor should be chosen for any dewatering application or in an industrial process that will be working for more than 20 minutes per cycle. A continuous-duty motor being used in an intermittent application can be overkill and an unnecessary expense.
For small sump applications or tank fill applications, a less expensive intermittent-duty motor pump may be adequate. However, it must not be used in a continuous-duty application, or it will fail prematurely.
Temperature
Heat can significantly impact a multitude of motor components, create deterioration and negatively impact pump performance. The insulation class of the motor windings should be examined from the perspective of liquid temperature. Many pump companies offer pumps with high-temperature winding options to address the maximum water temperature that can be pumped and the duration. For example, a high-temperature Class H motor winding may be rated to run at 140°F continuously but can handle up to 194°F intermittently, whereas the standard offering may be rated for lower temperatures.
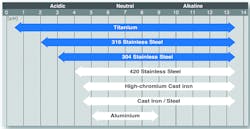
pH range Courtesy of Tsurumi (America) Inc.
Specific gravity/viscosity
Some factors that affect pump performance are the specific gravity, viscosity and density of the liquid and the solids it contains. Pumping performance varies markedly according to the type of liquids being pumped. Specific gravity (S.G.) refers to the density of the pumped liquid to that of water. As the specific gravity of a liquid changes, only the shaft power of the pump varies. The pump head and capacity is unaffected.
For the reasons above, it is advisable to examine the details of the application when selecting a pump for high specific gravity applications. Dewatering pump companies will offer slurry pumps or agitator pumps that compensate for the higher specific gravity liquid by undersizing the impeller or oversizing the motor horsepower. In clean water, these pumps will only use a fraction of the available shaft power. Agitator pumps will have a shaft-mounted agitator to help keep solids suspended so they can easily pass through the pump without clogging.
Viscosity of a liquid refers to its "thickness" or resistance to flow. This can be represented as units of centipoise (CP). The changes in pumping performance due to viscosity cannot be expressed simply, however if the viscosity is less than 10 CP, it will not affect pumping performance greatly. Pump performance is seriously affected when viscosity is more than 100 centistokes. The total flowrate and head decreases, while the shaft power increases remarkably. Ordinary volute pumps cannot handle liquids of a viscosity of more than 500 to 1,000 CP. Since a submersible pump is built with a motor directly coupled to the pump, it should not be used with high viscosity liquids or it will overload the rated shaft power. Typically, positive displacement pumps are used instead.
Viscosities of common liquids are listed below:
- Water — 1 CP
- Kerosene — 10 CP
- Motor oil — 100 CP
- Castor oil — 1,000 CP
- Honey — 1,500 CP
- Crude oil — 2,500 CP
Chemical composition and pH of wastewater
The pH of the water being pumped and the specific chemicals and materials in the water should be taken into consideration when selecting a pump. A thorough review of the construction materials of the exposed pump components should be performed to ensure compatibility with those chemicals. This includes the impeller, pump casing, O-rings/gaskets, cable sheathing, motor housing, fasteners and mechanical seal. Cast iron or aluminum components can quickly deteriorate and cause catastrophic pump failures in very low or high pH levels, whereas a stainless steel or titanium pump may last for years in the same environment.
Industrial processes, such as paper pulping, produce wastewater containing many different chemicals including solvents and acids. The chemical compatibilities with all the exposed pump components should be considered through available chemical compatibility charts to prevent corrosion.
Pump companies typically do not warrant against corrosion, erosion or chemical incompatibility, so choosing a pump with improper materials of construction for the application can be costly.
Pump motor protection devices
A submersible pump of high quality will have protection designed into the pump to prevent failures from occurring. Electrical failures and water incursion are the two most common failures of a submersible pump. Running a submersible pump dry, having improper source voltage and other electrical and mechanical failures can cause permanent damage to a submersible pump motor. These failures can be eliminated if the pump is designed with a thermal motor protector. This protects the pump motor by monitoring the internal motor temperature and current, then shutting down supply voltage to the pump using a bimetallic switching device. Once the temperature goes back to normal operating conditions, the pump will run once again. Protection from water incursion is also very important. Choosing a pump with a high quality mechanical seal will keep water from getting in the motor through the wet end, where an anti-wicking cable entry will keep water from wicking into the motor through a nicked or cut power cable.
Duty point and efficiency
The duty point is the flowrate and total dynamic head (TDH) at which the pump will operate in a particular application. The TDH for a submersible pump is comprised of the static head (or vertical lift) in feet that will be pumped up, as well as the friction loss head due to the flow of water going through the piping, fittings, valves, etc., expressed in an equivalent measure of feet of head. A pump distributor can help determine the TDH of your application.
The best efficiency point (BEP) is the point at which the pump is operating at maximum efficiency. When selecting a pump for continuous duty (dewatering) and permanent sewage and wastewater applications, the duty point should be within 30% of the BEP of the pump. Running pumps outside this range can lead to higher running costs, cavitation damage, excessive vibration and reduced mechanical seal life.
For intermittent duty/temporary dewatering applications, this range can be widened, but it is recommended to stay on the performance curve, and it is good practice to avoid running the pump within the first or last 10% of the curve.

Mike Klimes is an application engineer for Tsurumi (America) Inc., a division of Tsurumi Manufacturing, and has more than 20 years of engineering and manufacturing experience. He is responsible for solving customer issues by offering in-depth performance analysis through the complete life cycle of pumping applications. Klimes joined Processing’s editorial advisory board in 2019.
Tsurumi (America) Inc. has provided industry-leading pumping technology in construction, civil engineering, mining, industrial wastewater, domestic wastewater, sewage treatment, flood control and scenery creation fields for more than 35 years. For more information, call 630-793-0127 or visit tsurumipump.com.