Addressing bellows failures in relief valve applications

Pressure relief valves (PRVs) are often the last line of defense for piping, manifold and vessel protection in industrial applications. They may remain closed for months, or even years, but should equipment be exposed to overpressure, the PRV must open at a specified value of set pressure and vent enough process media to relieve the overpressure condition.
Conventional direct spring PRVs operate well when venting directly to atmosphere, but the physics gets much more complicated when a PRV encounters backpressure on its discharge piping. Historically, direct spring PRV applications with outlet backpressure have required balanced bellows style relief devices, but in cycling applications, this design is prone to failures that are difficult to detect.
This article discusses a recently introduced PRV design that replaces bellows with a balanced diaphragm. This new balancing technology can be installed as an upgrade to standard bellows PRVs, and it extends backpressure limits while providing greater flow capacity than a similarly sized balanced bellows PRV.
Conventional direct spring PRV operation
At first glance, a PRV appears to be a simple device. It consists of an inlet nozzle attached to the process, which is blocked by a disc held tightly against the nozzle seat using a calibrated spring (Figure 1 top and bottom).
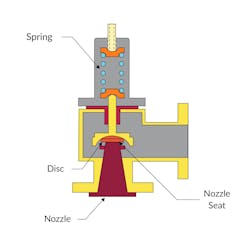
When the process media pressure reaches the PRV’s set pressure, the applied upward force from the process media offsets the downward force of the spring and the disc lifts off the seat. In the case of compressible process media, such as a gas, as soon as the disc lifts the area exposed to process media pressure instantly increases, causing the valve to snap from 50 to 75 percent open and vent process media.
If the pressure continues to rise, the valve will continue to open until the PRV is venting at full capacity. Eventually the system pressure will begin to decrease as it vents, allowing the spring to again overcome the process media pressure and close the valve.
A conventional direct spring PRV works as described above if there is no backpressure on the discharge. However, when the PRV is venting into a flare header, blowdown drum or other closed environment, it may see a constant or variable backpressure, depending on what process media and other pressure relief devices are feeding into the header at that moment.
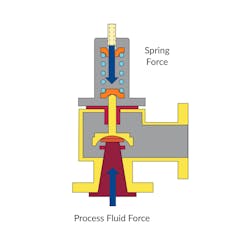
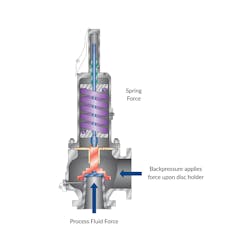
When a conventional PRV design (Figure 2 top) is exposed to backpressure, it pushes down on the disc from above, acting like a second spring. Every pound per square inch of backpressure will effectively raise the PRV setpoint by a one-to-one ratio since the process media pressure must overcome not only the spring, but also the downward force of the backpressure. If the backpressure is variable, the setpoint will be constantly changing, making it difficult to predict when the PRV will lift. If the backpressure is high enough, the PRV may become unstable or fail to open.
High backpressure in header systems has historically been addressed with a balanced bellows direct spring PRV (Figure 2 bottom). In this case the top side of the disc holder is covered with a metal, expansion joint type bellows, with the valve internals vented to atmospheric pressure.
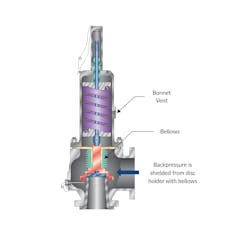
The bellows keeps the outlet backpressure from adversely affecting the PRV setpoint, since the only portion of disc exposed to the backpressure has the same pressure both above and below. The setpoint in this bellows style PRV will remain unchanged, even as the backpressure on the PRV discharge changes.
Bellows PRV limitations
Unfortunately, bellows style valves have their issues as well, as a metal bellows is prone to mechanical damage due to corrosion, as well as metal fatigue due to instability. Data analysis of 30,000 PRV maintenance records across a broad range of industries and PRV brands suggests a bellows failure rate of two to six percent per year (Figure 3), depending on application and industry. A failed bellows is not easily recognized and creates several problems that may go undetected for some time.

Since the inside of a bellows needs to be referenced to atmosphere through the PRV bonnet vent to perform properly, a failure of the bellows allows discharge header processes to escape to the environment. A typical bellows type PRV is normally installed on a flare or blowdown header as part of a process containment system, so a failed bellows may pose environmental, fire hazard and exposure risks.
Another issue from a failed bellows is variance of the PRV setpoint. The main purpose of the bellows is to isolate the PRV disc and allow it to lift at setpoint, regardless of the backpressure present on the valve outlet. When the bellows fails, the PRV setpoint will behave very much as a conventional PRV, with the setpoint rising as backpressure is encountered, potentially exposing the equipment it is supposed to protect.
An alternative design
A new PRV option for direct spring valves in backpressure applications has been recently introduced. Rather than using the typical metal bellows, this design incorporates a flexible, reinforced elastomer diaphragm to provide balancing in backpressure applications (Figure 4).

The diaphragm is located above the guide and out of the flow path of the process media, providing a degree of protection. It is also inherently more flexible and resilient than a metal bellows, so the design is very well suited for rapid cycling backpressure PRV applications. Any backpressure from the header system applies forces upward on the underside of the diaphragm equal and opposite to the forces also applied to the disc holder, and this balance of forces provides a balanced operation.
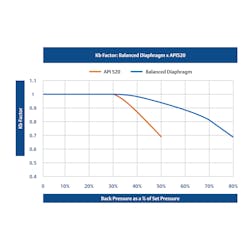
Perhaps the most important difference is the improved relief performance provided by this design. A typical bellows valve cannot be exposed to backpressures over 50 percent of setpoint, according to API guidelines, without significantly impacting the flow capacity of the valve, risking damage to the bellows itself, or both (Figure 5). The balanced diaphragm design extends the allowable backpressure to 80 percent of setpoint, and it has a higher flow capacity for the same size valve due to the less restrictive flow path in the PRV discharge.
The balanced diaphragm is offered as an upgrade kit for some PRV designs, easing the path to improved performance (Figure 6). Replacement of a bellows with the diaphragm significantly reduces maintenance costs, improves reliability and increases the PRV’s capacity to sustain greater backpressure, while accommodating higher flow rates. The design’s lower cost of ownership is due to the need to replace only the elastomer diaphragm and some hardware if repair is needed, as opposed to replacing an expensive bellows. To ensure long life and reliability, it is also important to consider elastomer temperature limitations and chemical compatibility of any elastomer with the process media.
Application examples
A refinery process producing flammable media has several PRVs connected to a common header. Process instabilities cause the PRVs to cycle frequently, resulting in premature bellows failures. Upgrading to a balanced diaphragm can provide a more robust solution better suited to handle the cyclic conditions.
A chemical plant has multiple balanced bellows PRVs installed on a common flare header. Over time, the plant may increase its capacity, requiring the valves to relieve at higher rates, and to endure potentially higher discharge pressures than the existing valves could handle. Rather than replace all eight PRVs with larger models, the plant can upgrade the existing PRVs with the balanced diaphragm design. This upgrade will allow the same PRVs to handle the increased backpressure conditions, while accommodating the higher flow rates, without expending the significant capital funds and downtime required to replace all eight valves.
In these and other applications, upgrading existing valves with balanced diaphragms provides a superior solution, without requiring extended downtime and high costs for valve replacement.
Adam Attig is the global product manager for pressure relief valves with Emerson, and he has over 15 years of experience in the valve industry. Attig has worked with valve automation, power products and pressure relief systems. He holds a Bachelor of Science degree in physics from Cal Poly Pomona, and an MBA from the University of Houston.
Emerson
About the Author
Adam Attig
Global product manager for pressure relief valves with Emerson
Adam Attig is the global product manager for pressure relief valves with Emerson, and he has over 15 years of experience in the valve industry. Attig has worked with valve automation, power products and pressure relief systems. He holds a Bachelor of Science degree in physics from Cal Poly Pomona, and an MBA from the University of Houston.