One system for three operations

A large, northeastern U.S. manufacturer contacted Erie Technical Systems Inc. to discuss a problem with filling drums on a pallet. It needed a system that automatically maximized the fill weight for each container. Another major requirement was vibrating/densifying the product since it had a steep angle of repose and the irregular particle shape caused the material to nest. This meant the material would not easily flatten.
The solution required the introduction of a high G-force, generated by a densification deck, into the product. The first step was defining the project goals and challenges. From there, a custom material handling solution was developed, manufactured and fully tested prior to shipment.
Requirements & challenges for the system
- The system must be capable of filling four drums on a pallet without operator intervention.
- The product must be conveyed with minimized product degradation.
- The amount of material in each drum must be maximized, independent of material density.
- The system must capture individual container weights and the total gross, net and tare weight.
- Weight data must be accurately transferred to the operator via a human-machine interface (HMI) and a supervisory control system to be used in the quality-control process.
- All drums must be filled evenly to the optimized target weight.
- The extraction of material samples must be possible throughout the process.
- The system must be able to fill different container types on the same machine.
- The HMI and control system must be user friendly and simple.
- The footprint of the equipment must be small because space is at a premium.
The design team had many challenges to overcome:
- Vertical conveying of material into the filling station was required.
- The material’s varying characteristics made determining and optimizing the vertical pitch and vibrator mounting angle on the vibratory spiral difficult.
- The vibratory densification table had to generate enough G-force to settle and densify the material without moving the empty drums off the pallet.
- The vibratory densification time intervals for settling the different products must be easily adjustable for the operator.
- A recipe screen needed to be integrated into the control system so that the optimized sequence could be saved for each product and easily retrieved for filling the same product in the future.
- The amount of material that would fit into the drum must be automatically determinable without operator intervention.
- Material densities varied significantly, so maximum weights of the different materials would vary in the same drums.
- A small footprint since space was limited for equipment.
- Simple and quick equipment cleaning, specifically when products were changed
- A simplified interface and control system
The solution
To satisfy the requirements of the project, the system components included a vibratory spiral elevator, customized filling and product-distribution station, vibratory densification table, load cell system, laser level sensor, custom sampling system, and integrated control system.
The vibratory spiral elevator performed the task of vertically conveying the material. The first thing that needed to be done was product testing on the material to determine the optimum pitch of the flights and the best angle of mounting the vibrators to maximize the conveying rate for the material. Since the end user needed the system to convey and weigh different materials with varying physical characteristics, the design team used the average settings for each material to choose the best mean settings. The spiral elevator conveyed the material vertically 10 feet from the discharge of the crusher to the inlet of the drum filling station. It was the key factor in making this project viable since it solved the small footprint issue while meeting the conveying requirement.
Another benefit of the spiral elevator was ease of cleaning. It operates with only two vibratory motors and a spring isolation system with no moving parts in the conveying path. This made it simple to access the material flow path for quick and easy cleaning. The cleaning is accomplished by simply wiping down the inside of the spirals. Minimal maintenance, since it has few moving parts that can fail, is the final benefit. This reduces the required spare parts inventory for the machine as well. With operation at a sound level below 75 decibels, no hearing protection is required.
Determining the maximum amount of material that could be packed into a drum proved to be more difficult, but the team concluded that two devices would be required to accurately accomplish the task: a device to measure the material depth in the drum and a weighing device to help quantify the measurement. The material did not lend itself to the use of a conductive-type sensor, and sonar was not effective because its sensing range is too wide.
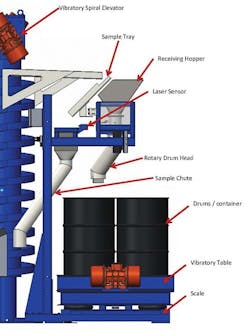
Filling station with spiral assembly
The designers decided to use a laser measuring device for the product depth. Because of the material characteristics, a focused beam of light was needed. The team was able to prevent the laser from seeing particles falling through its path as the fill line. After calibrating the sensor to a known depth, the designers were able to properly scale the Mv/v output data that the laser sent back to the programmable logic controller (PLC). This information was used to calculate the material depth in the drum.
The weight was monitored throughout the filling process. Knowing the depth of the drums and the angle of repose of the material, the team was able to start the densification process at the appropriate time during the fill cycle. After initiating the densification cycle, the material level was monitored until it reached a predetermined target. This target was determined based on the height of the drum and allowance for some headroom to contain the material while in transit throughout the plant. Upon reaching this level, the flow of material to the drum was stopped. The stoppage was accomplished by a PLC signal that closed the integral product valve built into the system below the surge hopper. After filling the first drum, the weight in the drum was recorded and transferred to the PLC via Ethernet. This value then became the target weight for the rest of the drums on the pallet.
The target weight information was then transferred to the HMI so that the operator could see the target weight and monitor it as necessary. With this target, the remaining drums on the pallet were filled and vibrated to match the parameters of the first drum. While the product valve was closed, the filling head rotated into position over the next drum and prepared for the next filling cycle. The system also monitored the surge hopper level using a rotary switch mounted in the hopper to ensure material was available to fill the drum. If the surge hopper above the fill station ran dry, the switch would trigger an alarm to notify the operator. If the surge hopper reached the high-level condition, a signal would be sent to the upstream equipment requiring it to pause. The filling of the rest of the drums on the pallet would continue until all the drums were full.
To maximize the weight of the product packaged in each drum, a vibratory densification table was integrated into the system, which enables the system to package more material into a container than would fit without any dynamic forces. The success of the densification table was twofold:
- It generates a force that flattens the material’s natural angle of repose leaving more free board space in the drum for the material to occupy.
- Materials that are not homogenous in shape are dynamically moved until their particles interlock, fill voids in the package and maximize the packed density of the product.
To successfully take advantage of these opportunities, testing had to be done to determine the optimal frequency, G-force level and stroke required to maximize the densification of the materials being filled. The combination of these three variables resulted in placing the most material possible in each drum. The benefit is reduced packaging and shipping costs.
The weighing system used a four load cell system with an Ethernet-enabled, smart-weigh indicator. The components were selected and modified to work with a vibrating, densification-style system. By combining the proper components, the system can weigh, fill and densify simultaneously and accurately.
A sampling system also was added to automatically sample material based on preprogrammed time intervals. The simple operation passed a catch tray across the flow of material from the spiral elevator, collecting a sample and depositing the sample into the container of choice.
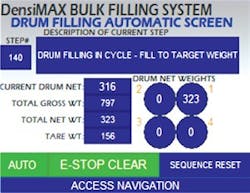
Drum filler control screenshot
To allow the components to operate together, a custom control system was designed. This system had to be user friendly and house the control capabilities to operate the system without interruption or appreciable downtime. A PLC and touchscreen HMI were used. The scale and other components were connected to the PLC via Ethernet. This configuration reduced the amount of field wiring and provided flexibility for modifying the operation as necessary. The main operator interface was a color, touchscreen HMI that provided an easy way to interact with the system while giving a visual account of the system’s operation at any time during the fill sequence.
The controls were configured to transfer specific data to a supervisory control system based on the end user’s needs and capabilities. The controls also had to be flexible with data and have the capacity to account for future upgrades and additions with minimal effort.
Even though the primary design of the system is to fill drums, it is also capable and fitted with the necessary control recipes, automatic functionality, and operator input to fill multiple containers with minimal effort during a changeover. The system is capable of filling boxes, totes and different drum configurations. The level of automation integrated into the system gave the end user the ultimate flexibility to add containers to the process without time-consuming software or hardware modifications. The ultimate result was a happy customer with a successful installation, and the project met all the goals while addressing all the challenges.
As designed, the system has maximized the flexibility of the filling station and minimized the quantity of containers needed for specific batch sizes while reducing the footprint to the minimum space required for this type of equipment
Richard Sienerth is president and co-owner of Erie Technical Systems Inc. He received a bachelor’s degree in mechanical engineering technology from Penn State University, holds multiple patents and has 25 years of industrial experience. Sienerth may be reached at [email protected] or 814-899-2103.
Erie Technical Systems Inc. – http://www.bulkfilling.com