Specifying dust control for bulk material handling

Dust suppression has become an increasingly important challenge in bulk material handling operations, with raised awareness and tighter regulatory standards both contributing motivation for dust control handlers to find efficient, cost-effective methods of particle control. Depending on the source and ambient conditions, airborne dust can contribute to a number of concerns including potential health or safety hazards, explosion risks, environmental issues, regulatory challenges, higher equipment maintenance costs and poor
community relations.
From a purely financial perspective, significant amounts of dust can lead to more frequent equipment maintenance and faster wear, causing operating costs to rise.
Defining dust
Dust is a generic term for minute solid particles, typically less than 500 microns (µm) in diameter. In bulk material handling, these particles are often created in a range of sizes. Larger, heavier particles tend to settle to the ground, while smaller, lighter solids may hang in the air indefinitely. For occupational health purposes, airborne solids are categorized by size as either respirable or inhalable.
The larger particles of the inhalable dust classification are typically trapped in the nose, throat or upper respiratory tract. The U.S. Environmental Protection Agency (EPA) describes this category as particles with a median diameter of about 10 µm.
In contrast, respirable dust is small enough to penetrate deep into the lungs and is usually identified as particles under 10 µm in size. These small particles that migrate deep into the respiratory system are generally beyond the body’s natural cleaning mechanisms (such as cilia and mucous membranes) and are likely to be retained. To put that in perspective, a human hair typically ranges from 50 to 75 µm thick, so the most potentially hazardous dust particles are the ones too small to see (see Figure 1).
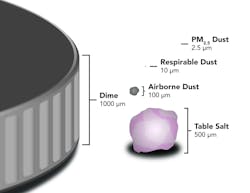
Figure 1. The most potentially hazardous dust particles are the ones too small to see.
Approaches to dust control
Basic spraying techniques such as sprinklers or handheld hoses can help capture ground-level dust before it becomes airborne, but they tend to saturate target surfaces, often resulting in runoff that can create additional problems. The range of these techniques also tends to be limited, frequently requiring significant staff time to man the hoses or reposition sprinkler heads.
Their greatest drawback, however, is droplet size: Water droplets produced from hoses and sprinklers are far too large to have any meaningful effect on airborne dust particles. A more effective option is an atomized mist, which relies on the principle of creating tiny droplets of a specific size and delivering them at relatively high velocity over a wide coverage area, inducing colliding with dust particles and driving them to the ground. The method has proven well suited for managing dust from biomass fuels, coal, grain, fertilizers, cement and other bulk materials. Atomized mist is also one of the few technologies capable of delivering dust control via airborne capture and surface wetting.
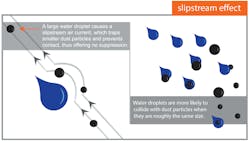
Figure 2. The greatest attraction between dust particles and water droplets is created when they are roughly the same size.
Selection criteria
The most obvious criteria are performance related: How effectively does the equipment knock down solid particles that are suspended in the air and prevent ground-level dust from becoming airborne? One way to judge equipment designs is to review their spec sheets and compare physical properties including motor rating, air velocity, air and water volumes, and water pressure, all of which directly affect the unit’s range and coverage area. In most situations, the higher the numbers in these categories, the better.
However, the equation is more complex than simply comparing statistics. As dust particles and water droplets approach each other, the best chance for a collision is created when they are roughly the same size, avoiding a slipstream effect that can carry them past one another.
An age of specialization
Like a physician, the most knowledgeable equipment supplier is likely to be the specialist. A manufacturer that adopts dust control as one of many product lines must divide its resources to support all those products, whether it be in research and development, technical service or repair parts. In contrast, a supplier whose sole business is dust control will have a very narrow focus, with every employee concentrating on functions related to that single purpose. Customers are likely to benefit from support personnel with extensive experience and daily contact with dust suppression issues.

Image 2. Remote control or other automation features can allow users to operate the suppression equipment with maximum efficiency.
Given the broad range of applications requiring dust management, users can often benefit from a manufacturer willing to customize. Some equipment brands are sold with an established set of choices with little room to accommodate specialized needs. But a manufacturer willing and able to customize equipment to suit specific application conditions delivers a versatility that can bring significant advantages in overall effectiveness.
It may also be desirable to incorporate remote control, solenoid activation or other automation, which will allow users to operate suppression equipment only at specific times, thereby conserving water and energy. Some of the latest equipment designs can be set up to operate via programmable logic control, which can accommodate changing weather conditions and even automatically start or stop machines when target airborne particulate levels are reached.
Case study
A high-volume coal transshipping company servicing the Powder River Basin (PRB) adopted atomized mist dust suppression to raise air quality and keep site equipment free of particulate accumulation. After successful deployment of the DustBoss Ring (DB-R) dust suppression device on its barge-loading conveyor, Hendricks River Logistics (HRL) added another unit to its larger conveyor that feeds the stockpile area, significantly reducing the amount of fugitive dust in the entire work site. Effective dust management has been cited by company officials as an important component of the facility’s environmental stewardship and regulatory compliance.

Image 3. The dust suppression device creates a circular curtain with millions of tiny droplets that absorb dust particles and pull them to the ground.
Located just north of Keokuk, Iowa — 970 miles from Gillette, Wyoming — HRL exclusively serves two utilities along the Mississippi River. The coal is loaded onto conveyor belts leading to a stockpile. "We generally do about 1.6 to 1.7 million tons of production per year," said General Manager Shawn Duer. "PRB coal is inherently dusty, so we knew from the beginning that we needed some form of dust control."
The main discharge belt leads 1,000 feet (304 meters) uphill from the rotary dumper. The belt is 60 inches wide, with a material volume of as much as 3,000 tons per hour (2,721.5 metric tons per hour), that feeds into the 14-acre
stockpile that is managed by bulldozer. The large 72-inch dust suppression device is a stainless steel circular manifold with 38 misting nozzles pumping 23.94 gallons per minute (90.62 liters per minute) of atomized water.
The specialized dust suppression device creates a circular curtain of 50- to 200-µm-sized droplets, which travels with the dust, absorbs the particles and pulls them to the ground with little or no pooling or runoff. Pressure is adjustable to match the fluctuations in volume of fugitive dust dispensed from the belt. The size of the mist droplets does not change, regardless of the pressure.

Dust Control Technology
www.dustboss.com