5 steps to compare wet & dry dust collection

Combustible dust explosions are risks in virtually any processing facility. All materials that are combustible as solids are likely to present a deflagration and/or explosion hazard when divided into fine particulates through different manufacturing and reduction processes. Materials that are explosive as dusts include most organic materials and many metals. The use of properly designed dust collection equipment helps minimize combustible dust hazards. This article describes five key steps to follow when selecting the best dust collection system for an application.
As a side note, any process producing airborne dust that is not controlled may also pose serious health hazards for employees. The Occupational Safety and Health Administration (OSHA) established minimum personal exposure limits (PELs) for respirable materials including finely divided dusts from solids. A facility must make sure emission levels within the plant stay below these exposure thresholds. Therefore, processors are faced with a balancing act of finding the best dust collection system to capture process dusts effectively while controlling the hazards associated with the dusts in the safest and most cost-efficient way possible.
Step 1: Understand the two equipment categories

Image 1. Dry dust collector cutaway view.
Wet collectors, or "scrubbers," and dry media dust collectors are two different technologies used to capture dusts generated during production processes. Both types have inherent advantages and disadvantages.
Dry dust collection
The National Fire Protection Association (NFPA) defines dry dust collectors as cyclone and media collectors such as baghouses and cartridge collectors. This article focuses on high-efficiency cartridge dust collectors, the dry media-type collectors most widely used for the fine particulate dusts generated in processing applications. Dusty air enters the collector and is collected on the filter media. Periodic bursts of compressed air dislodge the dust from the filters and into a hopper. The dust is then discharged from the hopper into a separate storage drum or other container that must be emptied regularly to ensure that dust does not back up into the hopper (see Image 1).
Today’s cartridge dust collectors are available with a choice of primary filtration media that can achieve high removal efficiencies on very fine particulates including nanofiber media that combine high performance with long service life. Specialized media combine these benefits with additional properties such as flame resistance, static conductivity and resistance to adhesive materials. For situations in which materials have very low OSHA PELs, a HEPA-grade secondary filter, sometimes called an after-filter, can be added to the system to achieve cleanroom-grade efficiencies. This is critical if the exhaust air returns to
the plant.
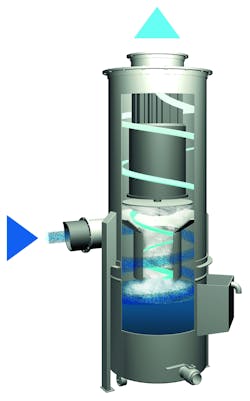
Figure 1. Wet scrubber cutaway view
Wet dust collection
Wet collectors include Venturi scrubbers and cyclonic or centrifugal-type scrubbers that operate on different principles than the dry cartridge collectors previously described. Scrubbers capture dust by impingement with water droplets. The smaller the droplet, the more efficient the scrubber. Equipment designs may incorporate one or several of the following techniques to capture dust:
- Spray nozzles
- Misters
- Cyclonic action
- Venturi dispersion
- Wet impingement configurations
Once captured, the water and dust drop into a settling tank where they are separated by gravity or the dust is skimmed from the surface. Figure 1 shows a scrubber in which dust-laden air enters tangentially and centrifugal forces propel the particulate to the outer wall like a cyclone. The airflow is specially routed to generate an intensive swirl of water which mixes with the dust, causing the particulate to impinge with droplets. The captured particulate then settles to the bottom of the sludge tank.
Maintaining a clean or recycled water supply is essential with scrubbers. The concentration of dust particles in the scrubbing fluid must be kept below 5 percent to maintain operating efficiency and, in the case of combustible metals, the amount allowed to accumulate in the discharge vats is regulated
by NFPA.
The filtration efficiency of a wet scrubber depends on dust particle size. For particles less than 10 microns, a Venturi scrubber is recommended because it is better designed to capture smaller particles. For particles above 10 microns, a centrifugal collector will save a significant amount of energy.
Step 2: Review the application’s criteria
As a general rule, dry collectors work best for:
- Large airflow systems
- Heavy dust-loading applications, especially those requiring high particulate removal efficiencies
- Dusts with dust deflagration index (Kst) values lower than 150, though higher Kst dusts are sometimes handled with dry collectors (Kst is a property of the dust that measures a dust’s explosibility characteristics.)
- Dry collectors offer many operational advantages when compared to wet scrubbers. A single collector can treat very large airflows and heavy dust loads in applications where wet collectors would require multiple systems. Dry collectors offer higher particle removal efficiencies and use less energy to capture fine dust particles. Maintenance and disposal of the dust are also simplified, especially when hazardous dusts are involved. Because of these benefits, dry collectors are usually the system of choice except in the following situations in which wet scrubbers offer performance advantages:
- Light loading applications such as the grinding of large particles
- Very sticky dusts
- Dusts with high Kst values, typically higher than 150 Kst
- Specific metal dusts for which dry collectors may not meet NFPA standards, such as aluminum, hafnium, magnesium, niobium, tantalum, titanium and zirconium
Wet scrubbers inherently control the combustibility of a dust. When combustible dust particles combine with the scrubbing liquid, they cannot contact oxygen, and the hazard is controlled. By comparison, dry media collectors are at higher risk of a combustible dust explosion and require more ancillary explosion protection equipment to meet NFPA standards and control the hazards.
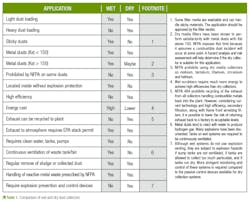
Never confuse combustible dusts with explosives, which fall into a different category. Explosives are not covered under the NFPA combustible dust standards and cannot be handled with the equipment discussed in this article. Table 1 provides a more detailed comparison of wet and dry dust collectors and is a useful tool during the selection process.
Step 3: Test the dust
Sometimes determining which technology is best for an application is difficult. Two types of testing are recommended in these situations:
Lab testing
Laboratory testing of dust samples involves a series of tests that provide valuable data that can be used to decide the best filters and other dust collection system components. These tests reveal, among other things:
- The dust’s particle size distribution down to the submicron range to determine the filtration efficiency needed to meet emissions standards
- Visual analysis of the dust shape and elemental constituents
- Analysis of the dust’s moisture percentage by weight and the speed with which the dust absorbs moisture
Explosibility testing
To determine whether a dust is combustible, it should undergo separate explosibility testing as stated in NFPA 68: Standard on Explosion
by Deflagration Venting. If a dust sample is not available, it is permissible to use an equivalent dust with the same particle size and other parameters in an equivalent application to determine combustibility properties. Once a dust sample becomes available, testing the actual facility dust is recommended.
Using the dust sample, the lab will conduct a screening test to determine if the dust is combustible. If the dust is not combustible, testing stops there. If it is combustible, the lab conducts further testing on dust cloud parameters to pinpoint the Kst value and Pmax (the maximum pressure in a contained explosion). Depending on the application, the minimum explosion concentration (MEC) and the minimum ignition energy (MIE) may need to be calculated.
Explosibility testing is essential to help analyze the best type of dust collection system (wet or dry) for the application and the explosion protection or prevention equipment required on the collector and related components.
Step 4: Apply the correct NFPA standards
NFPA 652: Standard on the Fundamentals of Combustible Dust — released in October 2015 — is now the starting point for defining a combustible dust and its hazards. The standard clarifies the relationship between the shared standards and industry-specific standards such as NFPA 484 for metals, NFPA 664 for wood, NFPA 655 for sulfur, and NFPA 61 for food processing. NFPA 652 introduces a new term, dust hazard analysis (DHA), to differentiate this analysis from the much more complex process hazard analyses required of the chemical industry by OSHA.
Most of the information/requirements in NFPA 652 are carried over from the other standards. However, one new requirement with broad-reaching implications is included. For existing processes handling combustible dusts, the "owner/operator shall schedule and complete DHAs of existing processes and facility compartments within a three-year period from the effective date of the standard [October 2015]." Currently OSHA cites facilities that do not have a hazard analysis, and this new standard will intensify enforcement efforts.
The type of dust collector, explosion protection and duct isolation required for each application vary, and a DHA should be conducted to determine the system requirements. An engineer knowledgeable of the process should perform the assessment with support from the suppliers of the dust collector and protection control.
Hazard analysis helps optimize safety by identifying dangers such as combustible dust deflagration, fire and explosion hazards. The analysis should start at the design phase of a project and follow the process to the end of its life span with periodic reviews and updates.
When selecting equipment for combustible metal dust applications, NFPA 484: Standard for Combustible Metals is the standard that addresses wet and dry dust collection for metal dusts. It covers all metals and alloys in a form capable of combustion or explosion and explains how to determine if a metal is in a combustible or noncombustible form. It also covers processing or finishing operations that produce combustible metal powder or dust.
NFPA 484, Chapter 9, includes a section on specific requirements for wet scrubbers handling combustible metal dusts. It also contains three sections on dry collectors:
- Common requirements for all dry collectors including cyclones and media collectors
- Additional requirements for dry media
collectors only - Requirements for locating dry-type collectors inside the factory
Though NFPA 484 is specific to metals, some of its content can and should apply to nonmetal combustible dusts, such as organic dust.
Step 5: Identify qualified dust collection equipment suppliers
When selecting an equipment supplier for combustible dust applications, ask the following questions:
Does the supplier offer wet and dry dust collection systems? A manufacturer that produces both will not have a vested interest in one technology versus the other and is more likely to give unbiased advice.
Will the supplier provide a written guarantee of emissions performance? Verify that the supplier provides a written guarantee of performance stating that the selected equipment will satisfy OSHA, the U.S. Environmental Protection Agency or other agencies’ applicable emission requirements.
How does the supplier approach NFPA compliance? The dust collection supplier should have an extensive track record of working with customers to apply NFPA standards.
Does the supplier have an in-house dust testing laboratory? Many reputable suppliers will provide lab testing at no cost to clients.
Can the supplier help evaluate the total cost of ownership (TCO)? For applications in which both dry and wet systems can perform effectively, equipment selection is often determined by cost. As with most purchasing decisions, initial cost is only one factor. A TCO evaluation can help clients arrive at the best equipment selection.
Similar to life cycle calculations, TCO considers all the components of equipment cost including energy, consumables, and maintenance and disposal. Ask if the supplier has software to help perform these calculations. A TCO evaluation will ultimately save money, time and energy by ensuring the most cost-effective equipment choice.
John Dauber is machining market manager, John Davidson is south regional manager and Mike Walters is the senior manager of validation for Camfil Air Pollution Control (APC). Camfil APC is a global manufacturer of fume, mist and dust collection equipment and is part of Camfil, an air filter manufacturer. For further information, call 800-479-6801 or 870-933-8048, or visit camfilapc.com.
To download the white paper "Dry Media Dust Collector or Wet Scrubber? Selecting the Right Equipment for Combustible Dust Control," email the authors at [email protected] for a link to the registration page. This paper includes a series of tables readers can use to apply NFPA requirements to their own applications.
References
- NFPA, nfpa.org
- OSHA, osha.gov