Solving solids measurement problems

In chemical manufacturing environments, feedstocks going into the processes are often liquids. Process designers prefer it that way because they understand the characteristics of liquids, how they behave under a variety of conditions and how they can be quantified. Naturally there are many variations, but most of the same measurement and control principles apply.
Feedstocks delivered as solids are different because they can present a wide range of characteristics. Many different particle sizes can exist — they can be granular or sticky — and they can respond differently to changing atmospheric conditions, which causes them to behave unpredictably in a storage environment. One of the most difficult tasks with solids is measuring inventory on a continuous basis. The experiences at The Chemours Company’s facility in LaPorte, Texas shows how complicated such applications can be, and how the right measuring technology can solve several problems simultaneously.
The Chemours plant manufactures hydrofluoric acid. The two main feedstocks used in the process are sulfuric acid and calcium fluoride. Bulk amounts of calcium fluoride are extracted from mines where natural deposits are called fluorspar. Users typically refer to it as “caff-two” or simply “spar.” As powders go, spar is relatively easy to work with. It is not sticky, it does not absorb atmospheric moisture and it flows readily. On the other hand, it is dusty and abrasive.
Spar arrives at the LaPorte plant in trucks and then is unloaded into a warehouse. At this point, it has moisture content typically in the 10 to 12 percent range by weight. From the warehouse, spar goes into a flash dryer where the moisture is reduced to 0.01 percent by weight. Since it is non-hygroscopic by nature, and thus does not tend to absorb water, spar remains very dusty even in the humidity of south Texas.
When it comes out of the dryer, spar goes into one of two storage silos (see Image 1) in the hydrofluoric acid production unit. The North silo is 71 feet tall and 35 feet in diameter with a capacity of 3,175 metric tons. The South silo is 38 feet tall and 48 feet in diameter with a capacity of 4,080 metric tons. Pneumatic conveying systems carry spar into the actual process unit, transporting the solid material via air.
While the spar going into the process is weighed, the conveyor weighing mechanisms do not have the desired precision. There is also the remaining question of how much spar is on hand in the two silos at any given time. This isn’t simply an accounting matter because the available inventory determines the operating rate of the dryer and the hydrofluoric acid production unit. Knowing the amount of inventory also helps managers determine when to perform maintenance at the least disruptive times.
Taking level measurements
For many years, the only practical way to measure level in the silos was by sending an operator to the tank roof twice a week. The procedure called for opening a specific nozzle on the roof and lowering a tape measure to the product surface. This manual rodding procedure provided a usable reading of the level directly below the nozzle, however, this by itself was insufficient for several reasons:
- The accuracy and consistency of the reading depended on the technician inserting and reading the tape measure. Different people did it in slightly different ways.
- It was a single spot reading and did not correct for the contour of the product in the silo. It was impossible to tell if the reading was the high or low spot for the surface overall.
- Sending a person to the top of the high tank, even with railings and appropriate protective measures and equipment, was not a desirable approach in terms of personnel safety and productivity.
Searching for a better solution
The company launched a search for an automated solution able to deliver more measurement consistency on a more frequent or continuous basis.
The first new approach was a “yo-yo” level-gauging device that used a mechanized winch with a bob on the end of a cable. This was mounted on the roof and could be operated from the control room whenever needed. The unit would lower the bob and transmit the height at which it hit the surface of the product. While it should have solved the immediate issues, the approach failed in the long term because of mechanical problems. The abrasive dust in the tank was also a problem for the winch and the units needed frequent maintenance.
The second approach was a guided-wave radar (GWR) level instrument. This device uses an electromagnetic pulse sent from the top of a vessel down an electrode extending to the bottom. The product surface causes a reflection of the pulse, and the amount of time necessary to go down and return allows the transmitter to calculate the height of the surface. While this technology is common in solids applications, success depends on the dielectric nature of the product and its ability to form a reflective surface, so measurement of some products is easier than others. Additionally, this is still a single spot reading, which is not as accurate for solids measurements. Without a determined cause, this device did not perform as expected and it was removed from service.

As the company returned to a blank slate and looked for another solution, the desire was to find a measurement technology capable of overcoming the basic inadequacy of all the approaches tried so far – the inability to determine the contour of the entire product surface in the silo. The tried approaches of manual rodding, yo-yo and GWR could each only provide a single-point reading and did not consider high and low spots throughout the silo.
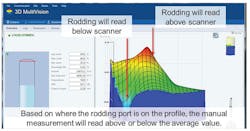
While spar does not exhibit some of the more severe buildup profiles of stickier powders, it does still have variation throughout the silo. Moreover, the measuring position in each of the two silos, relative to the filling and emptying ports, was different. On the North silo, the manual reading was assumed to be high because it was the farthest away from the emptying port. The South silo created the opposite effect since the measuring point was much closer to the emptying port.
Any truly successful measuring solution would have to be able to work in the dusty environment, not be influenced by low dielectric properties of the product, and produce a detailed and accurate picture of the surface of the product from wall to wall. This presented no small task, and based on Chemours’ experience, there was considerable internal skepticism.

Going in a different direction
The solution able to deliver on all counts proved to be a completely different technology than used in the earlier attempts. Chemours discovered Emerson Automation Solutions’ Rosemount 5708 3D Solids Scanner – Acoustic Phased-Array (see Image 2) that had been developed specifically for applications in dusty environments with solids.
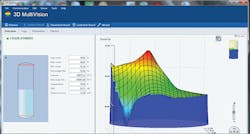
The solids scanner uses three acoustic antennas combined so that it only requires one vessel opening. (Some larger silos can require multiple units to cover an entire surface, but Chemours’ silos were both sized such that a single device would be sufficient.) The three antennas each send and receive acoustic signals from different angles, which allows the device to take a group of overlapping “pictures” of the product surface (see Figure 1). Since the pictures are taken from slightly different positions, it is possible to map the distance and direction over the full surface and measure all the contours, calculating a true average level or total volume of the product, regardless of the contour of the surface. Using the measuring system’s unique algorithm, the software can also assemble a single-scale image of the surface. Readings can be taken continuously to monitor changes in real time, such as during filling and emptying cycles.
Chemours purchased one unit and installed it on the North silo. For several months, operators continued to perform their manual measurements (see Figure 2), but soon found the new device was consistently delivering a more accurate picture of what was in the silo, and could do it on a continuous basis. Within five months, a second unit was installed on the South silo.
Once Chemours understood the accuracy of the measurements, company management began using the data for accounting purposes to monitor spar usage after the drying stage. Because this feedstock typically costs more than $50 million annually and is the highest cost element of the process, there was a strong push to use this new data to get a more accurate handle on usage. Even a 0.5 percent error in the measurement over a year’s time amounts to more than $250,000, so more accurate inventory has the potential to produce considerable savings.
Using a strategy of shifting, filling and emptying steps from silo to silo, it became a simple matter to create a more precise picture of spar consumption than was provided by the conveyor scales. This made it much easier to explore ways to optimize the process further, and provided more conclusive financial data.
Persistence coupled with a willingness to explore different approaches ultimately paid off and allowed Chemours to solve a long-standing measurement problem.

Ariana Cornwell is a manufacturing technology engineer for The Chemours Company. She graduated from Virginia Tech with a mechanical engineering degree and has been with Chemours the past four years. Cornwell was responsible for a solids handling operation for the first three years of her career and is now responsible for refining and finished product for the hydrofluoric acid unit.
James Simon is an instrument and process controls engineer for The Chemours Company. He graduated from Lamar University with an electrical engineering degree in 1998. He started his 20-plus-year career with DuPont as an electrical and instrument engineer and has also been a DCS manager and alarm systems manager. He currently holds a control systems engineering position at Chemours.
Brian Cleary is a senior account executive for Emerson Automation Solutions. He has a Bachelor of Science in chemistry from Boston College. He has written previous articles on fundamentals of pressure and temperature measurement and railcar filling systems. Cleary is active within the International Society for Automation (Raleigh, North Carolina) and was the 2013 recipient of their Award for Outstanding Society Leadership.