High-voltage motors: One size does not fit all

High-voltage motors are generally engineered for their application. One size does not fit all, and getting it right depends on attention to detail. This process includes reviewing designs, qualifying suppliers and testing outsourced components to improve outcomes and monitor the entire process. Standardized rules must be set, clear instructions should be produced and employees must be trained. Above all, experience and industry knowledge must be harnessed to find out what kind of motor will perform best in the application; build it according to proven designs, materials and methods; and support it over its life cycle through a network of local service organizations.
Why do motors fail?
Like all machinery and equipment, motors are subject to wear and tear. Thermal, electrical, ambient and mechanical (TEAM) stresses cause components to deteriorate as they age. Analyzing the causes of failure for motors from different manufacturers shows that problems with the bearings or stator winding insulation are behind the majority of failures. Manufacturers usually give special attention to these two areas to maximize the reliability of their motors. However, while this article focuses on bearings and insulation, it also examines the vital role played by shaft, rotor, stator, frame, cooling system, accessories and other components in overall reliability.
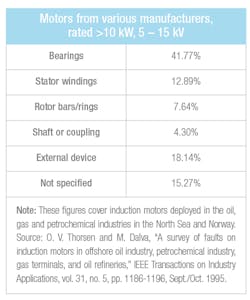
Table 1. Motor failure statistics
Engineering reliability into new product lines
Manufacturers apply a range of reliability engineering techniques when developing new product lines. Failure Modes and Effects Analyses (FMEAs) are conducted to predict what could potentially go wrong and identify the best ways to prevent it. Parameters like strength, fatigue and vibration levels are analyzed using advanced tools such as finite element method (FEM). The designs themselves are also subject to several reviews.
Because bearings and insulation are so important for overall reliability, the research and development (R&D) team at ABB includes personnel who concentrate specifically on these areas. Furthermore, the company has an in-house insulation laboratory that executes the comprehensive testing of insulation materials, support and other materials exposed to severe stresses.
Naturally, product development involves extensive testing. But, in addition to the manufacturer’s own test field, a test run of prototypes in real-world operating conditions at customer sites is also helpful. Sub-components should be tested to check and validate new structures, strength and fatigue, and other properties. Certain operating environments have their own special requirements. For example, where the new motors are targeted at the marine segment, the prototypes have to be reviewed and tested by the relevant classification society. Similarly, motors for potentially explosive atmospheres are type-tested according to international standards, ensuring that they are spark-free in all operational conditions.

ABB’s test field is fully equipped to perform three separate levels of testing, and combined tests can also be run with the customer’s own variable speed drive (VSD) and transformer.
Supplying the right motor for each application
When it comes to ensuring a motor is engineered to match the exact needs of its application, the manufacturer’s expertise comes into play. Customers specify the levels of performance they are targeting and the manufacturer must identify how the motor and application will work together. This makes the pre-purchase stage — when sales staff gather detailed information about the application — crucial. For this reason, extensive product and application training for sales personnel is necessary to enable them to ask the right questions. Smart quoting tools can guide them through the process of preparing quotations.
To keep the information-gathering process on track, any technical queries that arise must be handled quickly and effectively. To achieve this, initial queries should be passed to a sales support unit, and any issues that cannot be resolved should then be escalated to the technical support level. The next level for any remaining issues is the R&D unit itself. This system ensures that experience and in-depth knowledge of motor applications are available to the frontline sales staff and customers who need it.
Bearings provide a good example of why it is important to collect accurate information for the engineering stage. The optimal bearing arrangement and type depend, in addition to customer requirements, on a range of other factors. These include operating conditions like ambient temperature, air cleanliness, vibration levels and possible shocks affecting the bearings, as well as radial and axial loads, rotation speed, coupling type and the type of driven equipment. There are big differences between the various types of bearings in terms of their characteristics and uses, and selection of the optimal bearing makes a significant difference to reliability.
Dimensioning of the insulation system is another field where specialized knowledge is needed. A set of standardized rules for different voltage levels can help, with rules that can be adapted for each case with modifications to take into account the application, conditions at the installation site and customer requirements.
Qualifying external suppliers and checking incoming materials
Long-term working relationships with leading suppliers are crucial. ABB has published its own Supplier Requirements Guidelines that include a rigorous process for qualifying suppliers. The three most important steps are an overall assessment of the potential supplier, which may include a site visit; an audit of the supplier’s process; and an assessment of the supplier’s first delivery. Other recommended supplier requirements may include having an ISO 9001-certified quality management system, or similar system that meets the same or an equivalent standard. Additionally, suppliers should commit to on-time and defect-free delivery, as well as continuous performance improvement. Incoming materials and components should be frequently sampled to verify that they continue to meet the agreed specifications.

Table 2. ABB Factory Acceptance Testing (FAT)
Effective qualification of insulation suppliers and products is essential. In the case of ABB, this work is centralized at the company’s Insulation Laboratory in Helsinki, Finland. A laboratory such as this performs qualification and testing work and can develop a list of accepted suppliers and products to source
insulation.
Quality in the manufacturing process
Manufacturers with global operations need to ensure consistent quality across their different plants around the world. This can be done by applying the same design rules, guidelines and manufacturing instructions at all of its plants.
In addition to standardized rules and instructions, employee training — especially for employees involved in specialized areas like coil winding and insulation — and testing support consistent quality in manufacturing. Components and assemblies should constantly undergo quality monitoring, inspections, reliability evaluations and other tests as they progress through the process. During manufacturing, a high-voltage motor will typically pass through more than 50 separate quality control points comprising hundreds of individual inspections. The results of these tests are fed back into the engineering tools (i.e., the software used to dimension motors) to ensure that the designs are continuously improved.
Insulation is a crucial aspect of manufacturing from a reliability standpoint. To achieve this, manufacturers may use a system such as the Micadur Compact Industry (MCI) insulation system, which is based on vacuum pressure impregnation (VPI) of mica materials. A specially formulated epoxy resin is used to produce a sealed and homogenous insulation system with good performance in terms of dielectric strength, heat transfer and elimination of partial discharge — factors that promote high reliability. Testing related to the insulation system includes close monitoring of the impregnation process, curing times and pressure levels.
ABB has used the MCI insulation system for several decades, and it has gone into tens of thousands of large motors and generators. Over this time, there have been no known primary insulation failures due to thermal aging. Thermal lifetime tests confirm that the endurance of the MCI system comfortably exceeds the requirements of International Electrotechnical Commission (IEC) and Institute of Electrical and Electronics Engineers (IEEE) standards.

Factory Acceptance Test (FAT) is the final, comprehensive set of tests that every motor must pass before it leaves the plant. FAT verifies the motor meets the customer specifications and the application requirement.
The final test
Factory Acceptance Testing (FAT) is the final, comprehensive set of tests that every motor must pass before it leaves the plant. FAT verifies that the motor meets the customer specifications and the application requirements. It is also recommended to give customer representatives the option of attending the tests in person or via an online FAT system. The results are compiled in a report that is supplied together with the motor. Combined tests can also be run with the customer’s own variable speed drive (VSD) and transformer. The insulation system is tested at full-voltage levels. Unless otherwise specified, testing is performed according to the IEC 60034 standard. Testing according to classification society requirements can also be done.
Maintenance and services
Periodic maintenance helps to ensure that motors continue to operate reliably. In particular, the correct lubrication regime is essential for a long bearing lifetime. Closer analysis of the reasons for bearing failure usually points to lubrication issues, with typical problems including the use of the wrong type of grease or failure to regrease at the necessary intervals.
In fact, proper bearing lubrication is often necessary even while motors are kept in storage before installation. Antifriction bearings have to be well-lubricated throughout the storage period, and regular checks are recommended to confirm everything is in order. By contrast, motors with sleeve bearings are generally delivered without oil. During storage, the bearing surfaces should be covered with a corrosion protection product as specified by the manufacturer, and treatment should be periodically repeated. Other actions may be necessary in the case of extended storage. Manufacturers should supply detailed instructions with their motors to ensure that
customers understand how to lubricate the bearings.
High-voltage motors represent a significant investment and OEM life cycle services will keep them running reliably and extend their lifetime.
Experience and collective industry knowledge combined with regular testing, clear rules and strict standards enable continual improvement. By following these actions and principles, it is possible to get it right — to identify the kind of high-voltage motor that will perform most reliably in the application it is
destined for.
Eerik Kinnunen is research and development manager at ABB Motors and Generators. ABB is a pioneering technology leader in electrification products, robotics and motion, industrial automation and power grids, serving customers in utilities, industry and transport and infrastructure globally. Continuing a history of innovation spanning more than 130 years, ABB today is writing the future of industrial digitalization with two clear value propositions: bringing electricity from any power plant to any plug and automating industries from natural resources to finished products.