Engineered hygienic clamps — how precision gauging leads to hygienic union reliability and product quality

The industry and standards organizations, like ASME BPE1, have standardized geometry for hygienic ferrules and categorized gasket intrusion, leaving only hygienic clamps as the missing "link" in fully defining hygienic joint or hygienic union performance.
Just as a table needs at least three legs to achieve stability, adding an engineered clamp can be the third leg that ultimately stabilizes union performance to meet industry demands for greater consistency. After defining “success” for the union performance, we will demonstrate how incorporating the attributes that support this success into the GRQ Engineered Hygienic Clamp help overcome obstacles in real-world applications and ensure system success.
Too many users simply accept “no leak” as their definition of success. Unfortunately, having a clamp that can be tightened, tightened harder and maybe a little harder with something for leverage (like sticking a screwdriver through the hole in the wing nut for example), just so there is no longer a leak is not “success” in any application. Conversely, the utopian goal of perfection, where everything fits up perfectly and a light turn of the nut creates a seal with minimal gasket movement is possible, but not probable. Between these extremes lies the most practical and most effective goal of predictability, so we will use that to define success. Ultimately, success is defined as consistent and predictable performance that will meet the users’ definition of how a hygienic union must be cleaned, maintained or replaced so they can ensure product purity goals are met. We will focus on the clamp’s role in gasket intrusion or extrusion and ferrule deflection because these deficiencies can lead to joint contamination and unmet purity goals.
All system, processing and product requirements are not the same, and they may not need the same level of performance and cleanability. Unfortunately, clamp design cannot be simplified to just stating that the clamp must have a specific amount of metal and then be installed with a certain torque to ensure the joint will not “break” in service. Truthfully, 99.9% of the clamps produced would not break in service due to the clamp’s cross-section geometry. If the clamp were to break, nine times out of 10, the arm (fork) or a rivet fastener is the cause and not the clamp cross-section. Service pressures rarely exceed 150 psig (10.3 Bar). Plastic clamp manufacturers rate some clamps to 150 psig (10.3 Bar). Metal clamp manufacturers could claim to withstand thousands of pounds, but quite frankly, clamp users simply do not need this. As a result, strength is not the attribute on which we will focus.
The attribute demanded by clamp users is predictable gasket intrusion within the union. This union must not leak or allow process to enter the joint in an area that cannot be cleaned during or between operations. Accordingly, BPE has both categorized gasket intrusion and defined ferrule geometry, and as a result, predictable gasket intrusion can be achieved by applying uniform gasket compression. Having enough metal to hold thousands of pounds in one installation means nothing if the clamp does not evenly compress, or load, the gasket. In some instances, we have seen clamps fit one application and then not tighten, or possibly even spin around a ferrule, in the next. Consequently, precision is needed more than power.
A more general example would be an I-beam. An I-beam has 90% of the strength of a solid beam for less than 60% of the weight. Why use a solid beam, when an I-beam does the job more efficiently and for less cost? (See Figure 2.) Structural engineers have already answered that question for us.
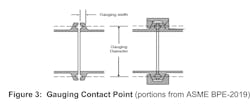
Knowing what defines success is only part of the battle. How does the GRQ engineered hygienic clamp help customers achieve success? The answer is gauging. Every hygienic union is defined within ASME BPE to have a “basic gauging and contact diameter” as well as a “gauging width” identifying where ideal contact points are on ferrules to load the gasket in a clamped union.
Creating consistent loading around the ferrule diameter at a consistent contact point is essential to create repeatable, and therefore predictable, success in sealing at the union. To achieve this across the various manufacturer’s ferrules and OEM equipment, the GRQ clamp profile does not attempt to mirror the ferrule profile. It instead opts to seek a single contact point along the profile that it will then follow around the ferrule circumference. Think of how two gears fit together, and while all the geometry is important, the focus needs to be on the pitch diameter to properly drive the force where it is required. Focusing on a specific gauge point between the clamp and ferrule set is the same idea. This also greatly reduces any chance of loading the ferrule flange near the flange edge (OD), which can potentially deflect the flange, under-loading the gasket at the ID leaving a trap for material.
Engineering the GRQ clamp to have an open, block “A” profile, double-pinned hinge, an abbreviated angular segment, and over 340° out of 360° of contact also helps users “tolerate tolerances”. We already know nothing is perfect, and sometimes, things are not even within tolerance. The GRQ clamp will help users address as many external factors as possible as they attempt to successfully create a hygienic union without variation in gasket intrusion. The challenge is to do this while navigating through dozens of surfaces, each with measurements and tolerances within a hygienic union, then adding in twice as many more when you factor in the clamp design, and finally having to account for additional variations added from the gasket materials, tolerances, and designs. The GRQ clamp’s block “A” profile and robust double-pinned hinge have led to application success even in the most extreme cases where the union is visibly misaligned. The large open profile and the abbreviated angular segment of the block “A” profile accepts the ferrule and gasket width changes that accompany varying gasket materials and tolerance stack-ups, while also being cut deep enough to not impinge upon the external material of flanged, Type II, or lipped gaskets.

The double-pinned hinge helps the clamp portions move and encompass even misaligned ferrules, using multiple pivot points and minimizing force angularity that can create “pinch points” in the clamp segments closest to the hinge.

Loading gaskets evenly greatly diminishes the likelihood that one portion of the gasket will be more compressed than another, causing it to intrude into the union bore during or after tightening. The force provided by the nut must be efficiently transferred to the clamp segments and not distort them. Rounded and angular profile nuts seat into mating geometry within the fork arm. As shown in Figure 6, this creates force components that are not perpendicular to the clamp fork, which can cause the forks to distort as they are forced apart. This increases stress at the nut seat, and where the fork meets the clamp segment, potentially creating a pinch point and demanding more torque to get the required forces into the clamp segment to load the gasket and create a seal. This increases the chance for galling and can decrease the life of all the components due to the added stress.

The flat-bottomed nut within the GRQ clamp mates with a flat-bottomed recess in the fork, or arm, which ensures proper alignment and evenly distributed load transfer to the fork of the clamp. This feature eliminates the problem previously identified wherein uneven loading of the clamp fork pries the clamp arms apart, causing increased and uneven stress at the transition to the camp sections.

Efficient load transfer into the clamp segments reduces the overall load on the clamp, thereby minimizing uneven stress on the clamp. The stress throughout the competitor’s clamp, indicated in red, is clearly much higher than the GRQ clamp in Figure 8. Note the greater concentration at the transition point from the fork, or arm, to the clamp segment within the competitive design.

Maintaining even load on the gasket at lower stress levels not only increases clamp life, but also maximizes the life of the gasket. Clamps are available with both wing nuts for hand-tightening, or with hex nuts for use with socket-driven wrenches. GRQ clamps supplied with hex nuts are often used to replace more expensive high-pressure clamps, typically employed to reduce the possibility of unauthorized clamp adjustment without tools.
This leads us to a potential relationship between torque and gasket intrusion. A torque value can be provided for both the wing and hex nut, which use the same thread. Remember that torque is measured by resistance devices, such as torque wrenches. The torque will deliver repeatable and predictable performance within a given set of parameters. Changing the ferrules, gaskets materials, clamp or clamp nut material, and even the temperature at installation may change the gasket intrusion under a specific load. As a result, different torque values may be needed in similar applications to achieve a specific gasket intrusion consistently. The best practice would be to confirm the application torque on site. This is accomplished by assembling a sample union using the following components.
- Ferrule set known to be a similar geometry to the application
- Gasket made of the same material as the application
- Clamps using the same design, including the same nut and clamp material
Assemble the sample union. Just before tightening to the anticipated torque, visually check the gasket position. Increase the torque until the desired gasket position and, more importantly, desired level of intrusion (or lack thereof), is achieved. Finally, record the torque value noting ferrule size and gasket material. As of publication, the OEM’s and end users that have tested the GRQ Engineered Hygienic Clamp have consistently reported that the clamp not only met, but had exceeded their expectations with respect to ease of use, consistent initial sealing capability, controlled gasket intrusion, and ability to connect a variety of materials and equipment.
Until the perfect clamp can be designed, standards organizations will be limited to describing desired performance instead of physical geometry to allow for continued development. Hygienic systems, and specifically what attributes define success in the union performance, will make “general” third party agency approval difficult, and require each manufacturer to justify their design. Approval agencies, charged with determining that equipment is designed properly and “safe for use”, typically only look at physical strength and safety factor. With this in mind, all GRQ clamps were TÜV2 tested at room and elevated, 302°F (150°C), temperatures to the maximum pressure published for their rating. As noted, these far exceed most system pressures and are well below any physical breaking point. Hygienic systems, however, are far more precise, and rarely does a system being unsafe have anything to do with structural failure. Failure to perform in hygienic applications will happen long before physical failure. In the future, further joint classifications may come from system testing, like EHEDG3, to classify unions as combined sets of clamps, gaskets, and ferrules. Trying to rate one component alone will prove to be difficult. For now, we will focus on the predictability of performance as the best way to maximize process integrity. This is essential to system success, so we will work toward continued advancements in engineered clamps as we move toward this goal. So far, the most consistent solution is the GRQ Engineered Hygienic Clamp.
Dave Purcel is a product manager for Jacoby-Tarbox.
1) ASME BPE = American Society of Mechanical Engineers standard for Bioprocessing Equipment
(2) TÜV = TÜV NORD GROUP
(3) EHEDG = European Hygienic Engineering and Design Group