Understanding ignition sources to avoid explosions

It may be alarming to learn that many workers are unknowingly doing their jobs in dangerous conditions and being protected from a potential explosion by not much more than luck. I received a call, for example, from a process engineer interested in upgrading an open powder transfer system to a contained pneumatic conveying system. The process involved manually pouring powders from bulk bags into an open vessel filled with ethanol and then conveying the mixture to another area downstream. It was surprising to find out the vapors were not being vented, removed or otherwise safely managed. Ethanol, by the way, is a highly flammable solvent with a flash point at just 55°F in its pure form and 97°F in 20% dilute solutions. Everyone understands how easily gasoline can catch fire or explode but ethanol actually carries greater flammability risk. It was also surprising to find out the workers emptying the bags into the vessel were largely unaware of the electrostatic charge that builds up when powders slide out of bulk bags, down chutes and against anything that causes particle separation. They were equally unaware of the risk posed by the ambient dust and vapor cloud billowing around the workspace.
Consider that the open vessel created an explosive atmosphere with a mixture of combustible dust, air and vapors that would have been classified as a gas and dust EX zone and that the material discharged into an area with an explosive atmosphere that would have been classified as ATEX Zone 0 or 1 (Class I Div 1), and it becomes even more astounding the company escaped incident for so many years. Given the significant attention given to combustible dust safety and explosion prevention in recent years, one might think this happened 20 years ago, before the establishment of ATEX directives for explosion protection. But this happened last year, suggesting the issue of processing in explosive environments not only needs more attention but also needs constant reinforcement.

Yet, the presence of flammable vapors alone does not guarantee an imminent deflagration nor does the addition of air or combustible dust. A third element is required: ignition. Unfortunately, there are many potential sources of ignition in a plant environment. The ignition source that affects every type of processor and triggers a large portion of explosive incidents is called electrostatic discharge. When powders move and encounter particle separation, the particles often become charged, negatively or positively, while the conveyor, hopper, tank, drum, piping or other equipment also develops a corresponding charge. These situations invite disaster but are entirely invisible to the untrained eye. Since the human body is conductive, if an isolated worker shuffles his or her feet while unloading a bulk bag or if charged dust particles on the worker's hands or clothing come in contact with the charged material or equipment, an electrical discharge such as a spark is likely to occur. This is often followed instantly by an explosion.
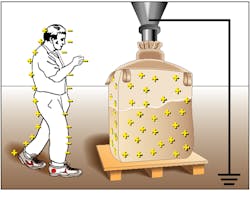
Since these electrostatic discharges are well understood, the preventative solution is as well. Each element in the process needs to be grounded to the earth to allow the electrostatic charge to be safely and continuously dissipated as it is generated. In a pneumatic vacuum conveying system, for example, all electrically conductive parts from the pick up location to the conveying pipes to the hopper, mixer, tablet press or other discharge location require proper grounding. Even each section of ductwork requires individual attention to grounding. When conveying hoses are used, specifying hoses with an internal grounded wire is not enough to ensure proper grounding. The grounding wire needs to be exposed and attached to a grounding port at the inlet to allow any charge to safely release. If a single clamp or connection becomes loose or misaligned after cleaning and maintenance, all of the careful grounding performed at installation may be nullified.
Filling a silo, discharging fines from a milling machine, and numerous other powder handling processes typically create these charged particles, and if continuous grounding is possible, then it allows them to dissipate safely. Where nonconductive materials such as coatings or cloth filter media interfere with the flow of electrical charges, engineered solutions are needed to allow safe grounding. Although our understanding of safe grounding dates as far back as Benjamin Franklin and his famous kite experiments, the knowledge is often taken for granted in the form of complacency. Remember that even lightning bolts from the sky pose an explosion risk that Franklin avoided with proper grounding via a lightning rod. But as Poor Richard might suggest, every processor operates on the verge of an accident.
Eliminating electrostatic charges as an ignition source in a processing plant boosts the level of safety by a large order of magnitude. However, other sources of ignition lurk in the plant that are less frequently charged in explosive incidents, but their impact is just as devastating. Sparks generated by mechanical action yield the same result as sparks generated by static electricity, for example. Consider a milling machine, mixer or lump breaker processing a fine powder when a steel nut or bolt comes loose. It travels downstream until entering a rotary valve and then comes to a grinding halt. Sparks fly as the metal churns against metal. An explosion ensues, regardless of the surety of the grounding. Vigilant preventative maintenance may prevent this situation. Specifying equipment with few fasteners and connections also helps reduce the risk.
Or, consider the prevalence of open flames in industry. Wholesale bakeries use blow torches amid bulk bags of flour, corn starch and confectioners sugar. Welders join fine metal powders under intense heat with an open torch. Laboratory technicians often use ethanol to sterilize instruments, while nearby Bunsen burners heat their tests. All of these ignition sources have triggered explosions, and all of them were likely avoidable. Whether by open flame or by electrical heating equipment, nearly every processor applies heat to a material or ingredient at some point in the process.
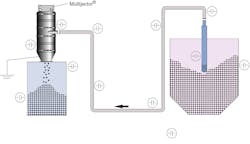
Mixers, ovens, dryers, kilns and other heat transfer equipment with hot external surfaces not only pose a contact danger to workers but also pose additional ignition risk. If an exposed machinery surface is allowed to reach a high temperature in an atmosphere that contains flammable gases, vapors and/or dust, then an explosion may be triggered. The surface temperature, length of time in contact, and dispersion of the gases, vapors and/or dust relative to the size of the room affect the degree of risk. The surface temperature can be addressed with proper jacketing and by adjusting the placement of hot equipment out of the area. Or, the potentially dangerous atmosphere can be addressed by accounting for the flammable gases, vapors and/or dust, effectively eliminating the hot surface as an ignition risk. A growing selection of process equipment, for example, offers designed-in vapor management systems either to capture and safely vent flammable fumes generated in process or to establish an inert atmosphere that eliminates the potential for combustion. In powder handling, this is currently applied by the INEX pneumatic vacuum conveyors. This system uses nitrogen to create an inert atmosphere throughout the conveying process from pickup to discharge, continuously operating without risk of heat generation, electrical discharge or other concern for ignition.
While these are several of the most frequently encountered ignition sources, processors face innumerable hazards when operating with fine powders, solvents and other flammable materials. In fact, the National Electrical Code (NEC), also known as NFPA 70, lists additional ignition sources that are less prevalent in processing but can be equally dangerous. Electromagnetic waves, ultrasonic waves and high frequency radiation are among the others that may pose a greater risk in the future as plants become more and more automated. Given the range of ignition sources and the constant vigilance required to prevent their occurrence, it is vital to consider avoiding explosions entirely by preventing the necessary atmospheric conditions from arising in the first place as a philosophical directive. In cases where all manner of avoidance measures fall short of assuring the required level of explosion protection, a slate of constructive explosion protection systems and equipment are available to contain, sustain and suppress an explosive event.

Rafael Navarro is president of Volkmann USA. The company designs and manufactures ATEX-certified pneumatic vacuum conveying systems and other powder processing equipment and presents ATEX safety seminars for processors operating in explosive environments. For more information, call 609.265.0101 or email [email protected].
About the Author
Rafael Navarro
president of Volkmann USA
Rafael Navarro is president of Volkmann USA. The company designs and manufactures ATEX-certified pneumatic vacuum conveying systems and other powder processing equipment and presents ATEX safety seminars for processors operating in explosive environments. For more information, call 609.265.0101 or email [email protected].