Overcoming challenges of feeding bulk solid materials into and out of dryers
It is commonly said that more than 70% of manufactured products in the world involve a bulk solid material at some point during the manufacturing process, either as a raw material or as an intermediate or final product. However, proper design of bulk solids handling and processing equipment is rarely covered in engineering courses, leaving process engineers struggling to understand how to achieve efficient, safe and reliable flow of these materials. This understanding gap can have major operational and financial ramifications. In fact, research shows that operating efficiencies for plants handling bulk solids are significantly lower than plants handling only gases or liquids.1 This gap becomes evident when considering solids flow into and out of dryers.
Dryers are used to transfer heat to wet solids to remove a fixed amount of moisture or even solvent. Dryers are often classified into one of two heat transfer categories: direct or indirect. Direct drying (also known as convection drying) transfers heat by direct contact between wet solids and hot gases. Indirect drying (also known as contact drying) transfers heat by direct contact between wet solids and a heated surface.
Drying can also be done on either a continuous or batch basis, such as with a rotary vacuum dryer. In either case, it is critical to consider the solids flow into and through the dryer. For example, if solids are handled in a continuous dryer, it is critical that feed into and out of the dryer, occurs at a steady rate. If flow out of the dryer is slower than anticipated, then material in the dryer could dry more than expected, resulting in product damage. Further, this could cause the feed to become too dusty, resulting in new safety challenges. On the other hand, if flow out of the dryer is faster than anticipated and the material does not spend an adequate amount of time in the dryer, the resulting product could potentially be out of specification or could create downstream handling issues.
When considering solids handling, it is important to evaluate the different types of dryers. A quick search through Perry’s Chemical Engineering Handbook (Perry’s) provides information on rotary, spray, vacuum, drum, belt and screw dryers to name just a few.2 Each type has unique solids handling risks that must be considered when selecting a bulk solids dryer. Additional important considerations such as heat transfer, throughput and control are beyond the scope of this article.
Feeding and discharge challenges
There are many “poor flow” design considerations to selecting a dryer. Solids flowability considerations normally take a back seat to considerations such as drying efficiency, energy consumption, capital and operation costs, and footprint. However, ignoring flowability when selecting a dryer can turn an optimal drying process step into a costly bottleneck for the entire process. Common solids flow or processing problems into and out of dryers include:
- Bridging is a “no-flow” condition where material forms a stable arch over the dryer outlet. A similar phenomenon, plugging, can result in complete flow stoppages for dryer in-feed chutes.
- Ratholing is a “no-flow” condition where a stable open channel forms above the outlet, and stagnant material outside the channel does not empty. In dryers, this can have a secondary effect of incomplete drying for material flowing through the flow channel.
- Buildup is a condition where material is allowed to “build up” within chutes, dryers and bins.
- Limited discharge rate is a “not-enough-flow” condition where interactions between fine material and counterflowing gas restrict solids discharge.
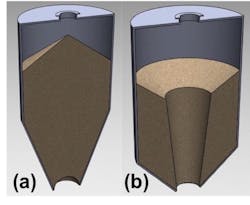
- Non-uniformity is a condition in which material does not have a consistent residence time in the dryer. This is largely dictated by the flow pattern of the material within the dryer. In funnel flow, an active flow channel forms above the hopper outlet, with stagnant material at the periphery. In mass flow, all the material is in motion whenever any material is withdrawn from the dryer.
- Caking is a condition in which stagnant material may agglomerate into large clumps, potentially causing flow stoppages. The risk of this is highest when feeding wet, sticky material into a dryer.
- Segregation includes a variety of mechanisms by which the material can separate into fine and coarse particle size concentrations. In drying applications, this can lead to incomplete drying of some materials based on differences in particle size.

Dryers are often at risk of more than one of these flow problems. Consider a gravity dryer as an example. Gravity dryers are bins in which drying is accomplished by injection of gas which usually flows counter currently to the solids flow. Gravity dryers have many advantages, as they do not have moving parts and have longer residence times and capacities than most other dryer types.3 One of the main requirements for proper operation of a gravity dryer is to ensure that it has uniform solids and gas flow.
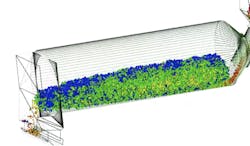
Gas flow is critical to understand when selecting a direct-heating gravity dryer. If gas is not introduced in the correct location or at the proper flow rate, the material can fluidize, which may cause the system to become rate limited. This can also lead to flow instabilities within the dryer causing non-uniform exposure of the heating gas to the solids. By selecting a proper gas distributor, these exposure problems can be avoided. Gas distributors are typically located near the transition between a vessel’s cylinder and hopper sections. Specialized internal features may be required to prevent the counter current gas flow from channeling. Gravity dryers that are not designed for mass flow are also at risk of bridging and ratholing, creating yet another possibility of rate limitation or even “no-flow” conditions.
Rotary dryers can lead to a whole different set of flow problems. Perry’s provides a good example of the effect of sifting segregation, in which smaller particles separate from larger particles, leading to side-to-side particle size variation in rotary dryers. This can lead to uneven drying of the material, based on particle size. If the material has a large particle size distribution, this effect can be substantial. Fines can sift through the larger particles and create a boundary layer on the dryer wall. As the dryer rotates, coarse particles tumble in the dryer’s center and are dried directly from the heating gas moving through the drier, while fines are dried by indirect heat from the dryer’s inside surface. This leaves intermediate sized particles insulated between the fine and coarse layers. As a result, the fine and coarse material can be over dried, and the intermediate material under dried.2
In addition, chutes feeding rotary dryers can be prone to plugging and buildup, creating a bottleneck before the material even enters the dryer. Sticky material entering rotary dryers can also be prone to caking, creating large clumps that may require additional processing (such as delumping or crushing). Caking is also common during spray drying (Figure 3).

Fire, flashfire and explosion dust hazards are important factors to consider when selecting a dryer for combustible solids. The process of drying can lead to significant dust generation in the dryer. If the dust component of the material is explosible — and approximately 70% of all dusts are — this can be a significant safety concern.
In fact, several fires and explosions been created by industrial dryers this year, and in Brazil, there have been dryer fires nearly every week. In early January, Archer Daniels Midland reported a fire in a dryer containing 3,500 bushels of grain at their Toledo, Ohio facility. According to the incident report, the bottom compartment had to be evacuated, and fire crews determined the fire was accidentally sparked during the drying process.4
To properly evaluate explosivity and fire risks, a dust hazards analysis (DHA) must be performed. According to the National Fire Protection Association (NFPA) Standard 652, a DHA is a systematic review to identify and evaluate potential fire, flash fire or explosion hazards associated with the presence of one or more combustible particle solids in a process or facility.5 A proper DHA will evaluate the potential for fire/explosion, the severity if a fire/explosion were to occur, and control measures to either reduce the potential and/or severity of a fire/explosion event.6
Explosivity and fire are only a couple of the hazards you must consider when selecting a dryer. What if your material is toxic or produces toxic vapors when dried? This is often the case in metal and polymer applications. What if you are trying to collect and scrub the vapor, as is common throughout the chemicals and plastics industries? All of these must be considered when selecting a dryer. Indirect drying can be better for handing toxic or dust hazardous material, as there is no carrier gas involved. But this might come at the cost of lower production rates and higher capital costs.7
Evaluating risk should be one of the first items on the checklist when selecting a dryer. Risk is a function of both problem severity and likelihood/frequency of occurring. A risk matrix is an excellent tool to compare potential solids handling risks. Table 1 is an example of what a risk matrix might look like for several dryers.

A risk matrix can be used to eliminate dryers with higher tendencies for specific flow issues (highlighted red in the example) or highlight potential problems during a project’s feasibility stage. Evaluating risk in the early stages of a project can lead to significant capital and operational savings. As the Table 1 shows, there is no “clear winner” for best dryer for all applications for all materials, as many factors must be considered for each application, including energy costs, maintenance and efficiencies.

Solutions
Identifying solids flow risks is only part of the battle. Once risks have been identified, it is critical to develop solutions that lead to reliable drying and handling of the material. This is done by evaluating the material’s flow properties. Evaluating the material and process conditions is critical when selecting or designing a solids dryer. Unlike for liquids and gases, critical flow property data for bulk solids isn’t available in textbooks or manuals. Rather, flow property testing must be performed to establish a sound engineering basis. Common flow properties evaluated include:
- Cohesive strength, which is used to determine the dryer outlet size to prevent the formation of cohesive arches and ratholes as well as plugging, caking potential and buildup.
- Wall friction, which is used to evaluate solids flow and buildup along the inside surface of the dryer. It is also commonly used to determine critical hopper angles to avoid funnel flow.
- Compressibility, which is used to establish the relationship between consolidating pressure and bulk density. This data is used for dryer capacity sizing and determining material-induced loads on the structure and equipment.
- Permeability, which is used to evaluate conditions to predict the impact of two-phase flow affects. By testing, an engineer can properly size the dryer outlet to achieve the desired solids flow rate.
These tests should be performed under actual operational conditions. If operating conditions dictate that the material is to be handled in high humidity, high temperature conditions, it is imperative that testing be performed in similar conditions. For drying applications, this may require testing at a high moisture content to evaluate the material entering the dryer, and at a lower moisture content to evaluate the material leaving the dryer.
Flow properties are not the only characteristics needed before selecting a solids dryer. As previously discussed, most bulk solids have dust hazard risks. Combustible dust tests should be run to determine whether the material is combustible (can burn as a pile) or may form an explosible dust concentration and, if so, the requirements for ignition and severity of the potential deflagration or explosion. If simple explosivity screening determines that the material could form a flash fire or explosion, further testing should be performed to evaluate the dangerous conditions required for triggering the event, as well as to define the magnitude of the event if it were to occur.
Once the material is properly characterized, drying equipment should be evaluated. If the flow properties come back to show that the material is very cohesive and prone to buildup and plugging issues, maybe a rotary dryer isn’t the way to go. Likewise, if flow testing comes back and shows that the material is very prone to two-phase flow effects and discharge rate limitations, maybe it is best to look at alternatives to gravity bed drying. Furthermore, particle shape and size should also be evaluated when considering feeding and discharge. For example, large flakes or lumps (illustrated in Figure 5) can have a large impact on dryer and feeder design and may require the addition of a delumper or grinder downstream from the dryer.

It is critical to evaluate each equipment option with the material’s flow properties. This may require looking past the flashy brochures and diving deep into equipment performance data (such as performance curves and operational testimonies). To conduct a “flowability review,” engineers must consider how material is both fed into and discharged from the dryer. Storage capacity, residence time, flow rates, critical flow angles, and inlet and outlet sizing must all be considered in this design step. However, the flowability review is not limited to just the dryer. Flowability reviews should also include the equipment supplying the material to the dryer (bins, conveyors, and feed chutes) as well as feeders used for extraction.
For example, consider a cohesive material that is fed into a gravity dryer by a feed chute and discharged from the dryer by a screw feeder. As previously discussed, a poorly designed chute could lead to material buildup or, worse, complete plugging inside the chute. Further, if the material is abrasive, it could potentially damage the chute, leading to spillage and process inefficiency.
In gravity drying, it is critical to conduct a flowability review of the downstream feeder, as the dryer’s flow pattern is strongly influenced by the design of the feeder below the hopper. For example, if a screw has a constant pitch, the material will flow through one central channel creating the potential for ratholing and decreasing the maximum flow rate for fine powders.
Conclusions
Drying is an essential operation used across many different industries. There are also many ways to accomplish drying (direct vs indirect, continuous vs batch, etc.). Unfortunately, solids flow is often overlooked in the dryer selection/design phase. This can lead to poor drying efficiency, costly downtime events, reduced throughput, material quality concerns and added dust hazard/toxicity risks. To prevent these risks, a good engineer will identify risks at the feasibility study stage of dryer selection. After identifying risks, materials should be tested at expected handling conditions to determine critical flow properties. Finally, a flowability review should be conducted on not only the dryer, but on all immediate upstream and downstream processing equipment (such as conveyors, chutes and feeders). With this approach, you can overcome the challenges of feeding into and out of bulk solids dryers.
References
- Merrow, E. W. “Linking R&D to Problems Experienced in Solids Processing,” Chemical Engineering Progress, 81 (5), pp. 14–22 (May 1985).
- Perry, R. H., & Green, D. W. (1997). SOLIDS-DRYING EQUIPMENT. In Perry’s Chemical Engineers Handbook (7th edition) (pp. 1177–1231). essay, Mc Graw Hill.
- Mehos, G. J. (2009, May 1). Designing and Operating Gravity Dryers. CHE.com. Retrieved January 19, 2022, from http://www.CHE.com/.
- Fire ignites in grain dryer containing 3,500 bushels of grain. Dust Safety Science. (2022, January 13). Retrieved January 20, 2022, from https://dustsafetyscience.com/grain-dryer-fire-toledo-ohio/.
- NFPA 652, “Standard for the Fundamentals of Combustible Dust”, 2019 ed.
- Maynard, E. P. (2018, May). What is a Dust Hazard Analysis (DHA) and why do I need to worry about it? Australian Bulk Handling Review, 28–30.
- Parikh, D. M. (2017, November 20). Solids drying: Basics and applications. Chemical Engineering. Retrieved January 25, 2022, from https://www.chemengonline.com/solids-drying-basics-and-applications.
Eric Maynard ([email protected]) is a vice president at Jenike & Johanson and a member of Processing’s editorial advisory board. He has been with J&J for 27 years and has worked on more than 750 projects, designing handling systems for materials including chemicals, plastics, foods, pharmaceuticals, coal, cement and more. He is a special expert on NFPA Combustible Dust Committees 652, 654, 655, and the pending consolidated dust standard NFPA 660. He holds a BS in mechanical engineering from Villanova University in Pennsylvania and an MS in mechanical engineering from Worcester Polytechnic Institute in Massachusetts.
McKinnon Ray ([email protected]) is a project engineer at Jenike & Johanson. He’s been with the company for three years and has worked on solids handlings projects across various industries, including mining, chemical, cement, agriculture and others. Before joining Jenike & Johanson, McKinnon gained experience in the beverage and tire-manufacturing industries. He holds a BS in chemical engineering from Mississippi State University.
Jenike & Johanson
About the Author

Eric Maynard
Vice president at Jenike & Johanson
Eric Maynard ([email protected]) is a vice president at Jenike & Johanson and a member of Processing’s editorial advisory board. He has been with J&J for 27 years and has worked on more than 750 projects, designing handling systems for materials including chemicals, plastics, foods, pharmaceuticals, coal, cement and more. He is a special expert on NFPA Combustible Dust Committees 652, 654, 655, and the pending consolidated dust standard NFPA 660. He holds a BS in mechanical engineering from Villanova University in Pennsylvania and an MS in mechanical engineering from Worcester Polytechnic Institute in Massachusetts.

McKinnon Ray
Project engineer at Jenike & Johanson
McKinnon Ray ([email protected]) is a project engineer at Jenike & Johanson. He’s been with the company for three years and has worked on solids handlings projects across various industries, including mining, chemical, cement, agriculture and others. Before joining Jenike & Johanson, McKinnon gained experience in the beverage and tire-manufacturing industries. He holds a BS in chemical engineering from Mississippi State University.