Making the best of blending through optimization

The LUKOIL-Nizhegorodnefteorgsintez refinery in the Nizhny Novgorod region, 300 miles east of Moscow, is among the most significant fuel and lube oil refineries in Russia. Owned by Lukoil, one of the largest oil companies in Russia and the world, the refinery has a production capacity of 17 million tons per year (tpa).
With the first process units commissioned 60 years ago, the refinery today makes more than 70 product brands, specializing in refining the blended crudes from West Siberia and Tatarstan. Finished products are shipped by railroad, motor trucks, and ships as well as via pipelines. These products are sold in the Russian markets and exported to North-Western Europe.
A $1 billion expansion in 2015 added a second catalytic cracking complex of vacuum gas oil at the refinery, increasing Euro-5 class fuel production by 1.1m tpa. Production of propylene and raw material for petrochemicals also increased nearly twofold, up to 300,000 tpa.
Much of the refinery’s recent success and its ability to invest in significant expansion has been supported by a sophisticated blending operation. Based on Honeywell’s Profit® Blend Optimizer (formerly called Open Blend Property Control) software, the refinery has worked hard to minimize giveaway, maximize production of high value products, and support blending optimization for an increasing number of component streams, despite significant operational challenges.
A challenging blending scheme
Many years ago, the refinery decided to get rid of intermediate component tanks between production units and the gasoline blending area. At this time there were several component streams and each gasoline grade was produced from two to three components.
Later, new units appeared, bringing the total today to 15 component flows, which come to five blenders through a complex piping network equipped with a set of isolation and control valves. Figure 1 shows just one part of the distributed control system (DCS) display for gasoline blending control. (Component streams come from the left and final gasolines of various grades go to the right.) The full blending scheme is split between three DCS displays, each covering five to six component streams.
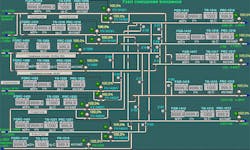
Figure 1. Example DCS display for gasoline blending control
The streams from units typically split into two substreams going to different blenders as shown in Figure 2. One of component substreams is controlled by flow (substream 1 in Figure 2), while the other is controlled by pressure to guarantee full production unit flow consumption (substream 2). Operators have no control of this latter "wild stream" during blending, so other parameters must be adjusted to compensate for changes. With three blenders operating simultaneously, the operators must manage complex interactions between them as well, with changes to any one blender potentially affecting the others.
Figure 2. Typical flow control configuration of a gasoline component rundown stream at LUKOIL-Nizhegorodnefteorgsintez Refinery
Continuous blending is typical for fuel oil blending but very rare in gasoline production due to bigger component pools and more complex quality requirements.
The lack of intermediate tanks allows significant savings, since there is no need to maintain and repair them. This approach also results in reduced refinery inventories, an important contributor to the refinery’s economy. At the same time, such a blending scheme presents significant challenges:
- Rundown streams from production units should be consumed in blending since it is not possible to "lock" a unit.
- Quality disturbances in any unit stream have consequences for gasoline quality.
- In case of a unit failure, the refinery has no buffer, and immediate decision must be taken to avoid off-spec gasoline production.
In many cases, these challenges resulted in the need for touching up blends, for example adding high-octane components to meet specifications or for re-blending, tying up blender capacity. Even more often, the result was conservative blending practices, reflected in significant property giveaway as operators worked to ensure minimum product specification requirements would be met comfortably. Both blending practices could result in significant deviations from the refinery plan.
Faced with undeniable inefficiencies, lost profits and more stringent fuel specification requirements (with the introduction of Euro 5 in late 2009), the refinery embarked on a series of steps to improve the situation.
A comprehensive approach
As a first step, the refinery implemented advanced process control (APC) on the main units to stabilize output stream quality and increase production profitability (by, for example, producing reformate with higher octane). In any refinery, APC implementation projects are challenging. The project at LUKOIL-Nizhegorodnefteorgsintez succeeded thanks to a good understanding on the part of the refinery’s management of the activity’s significance.
A dedicated team at the refinery was given responsibility for implementation and maintenance of the APC system, for which the blend optimization software was selected. The solution provider’s Russian team also worked closely with the refinery team.
Today more than 14 production units at LUKOIL-Nizhegorodnefteorgsintez are working under APC control.
The next step in improving gasoline blending was to implement process analysis on the blending unit to measure component and product streams online. A Brucker NIR device was selected and installed. Statistically, many NIR implementation projects are unsuccessful due to the complexity and need for accurate calibration and maintenance (frequently done incorrectly by NIR providers and refinery personnel). Again, the professionalism of site personnel and management participation helped ensure a successful implementation.
The final step was implementation of automated blending control and optimization. LUKOIL sought a blending solution that would use analysis of component properties, component availability and other constraints to provide a real-time blending optimization solution. This would ensure not only that specifications were met, but also do so at the lowest cost and in line with the overall refinery plan.
The refinery turned to its longtime reliable partner for making on-line optimization of a sophisticated blending operation. The solution based on the blend optimizer software was first implemented in 2012 for 11 component streams and expanded in 2014 to an additional four (after new production unit startup).
On-line gasoline optimization
The aim of on-line gasoline optimization was to improve the marketable gasoline production efficiency and reliability, increase profit, and meet strict European Union standards and GOST (gosudarstvennyy standart) quality standards maintained by the Euro-Asian Council for Standardization, Metrology and Certification (EASC).
As well as the requirements to manage multiple components with various properties and the non-linear interactions between these during the blend process, the solution needed to meet two additional challenges.
The first was the lack of intermediate tanks between production units and inline blending units (as previously mentioned). The components come directly from unit rundowns to produce three products simultaneously: a high-grade gasoline product, a mid-grade gasoline and an intermediate lower-grade product — ECTO 100 (RON 100), Super 98 (RON 98), Premium 95 (RON 95), Regular 92 (RON 92) and gasoline for petrochemistry.
The second significant complication, meanwhile, was that the refinery also features up to two additional post-blend streams, such as a high-octane component — Methyl Tertiary Butyl Ether (MTBE)* – and (very occasionally) off-spec gasoline products.
These additional components are mixed in a tank farm with gasoline streams coming from blending units 2- to 3 kilometers away. The blending system "first-level" optimal calculation must therefore take into account the additions from these extra streams, and also carefully track pipeline quality to allow for the delay (of about 30 minutes) in material from the blending unit reaching the tank farm to satisfy quality specifications and provide economical optimization on the "second-level" blending in the tank farm. This is illustrated in Figure 3.
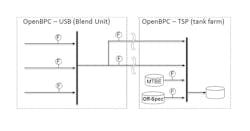
Figure 3. Two-level blend optimization configuration
In operation: Real time insight
At LUKOIL-Nizhegorodnefteorgsintez, the blend optimizing software calculates and automatically applies optimized blend recipes according to a range of user-selected criteria, including pre-programmed blending objectives shown in Table 1.
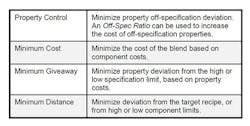
Table 1. Pre-programmed blending objectives
For any given product, the choice of components and their relative quantities is determined by product specifications, component costs, availability and component specifications. Combining a detailed model of the refinery’s blending operation with sophisticated optimization algorithms, the solution automatically determines optimal component usage and control of the on-line blenders. Process flows and quality data is drawn from the flow analyzer, laboratory measurements, the recipe database, manually entered values, and model predictions.
The solution provides users at Nizhegorodnefteorgsintez with wide-ranging functionality:
- Flow analyzer data validation, including compensation of analyzer dynamics, accounting for time lapses between analyzer data measurement and readings
- Model compensation calculations, with biasing to reflect differences between model predictions and blend results to continually improve optimization performance
- Component and product stream quality data monitoring, using available online or laboratory information
- Status monitoring of blends in progress and real-time blending data collection for optimal control computation
- Optimization of current recipes using a non-linear optimizer, executing at every control interval to adjust the blend recipe based on analyzer feedback
As blending goals change depending on component and equipment availability, as well as values of components and products, users can choose from any one of the preprogramed blending objectives mentioned and implement control for up to 14 selected properties simultaneously at the site, while the software supports up to 100 properties per blender overall.
A regionally based solution provider team worked closely with LUKOIL-Nizhegorodnefteorgsintez to carefully model the inline blending system, develop the necessary logic, and configure the system to integrate with the third-party DCS, analyzer and other equipment on site. Consulting and training services to the refinery were also provided.
An initial implementation covering 10 streams rapidly proved its value, prompting the site to expand the solution to cover new component streams when starting a second catalytic cracking complex for vacuum gas in 2015.
The right mix
The blend optimizing software enabled Lukoil to bring significant benefits to its blending operation and its overall business:
- Cutting property giveaway by reducing excessive octane levels in standard-grade marketable gasoline
- Increasing output of specific products to achieve monthly production targets and satisfy growing demand
- Reducing costs of expensive high-octane components such as MTBE;
- Improving product quality and reducing re-blends.
Giveaway is estimated to have fallen substantially in the two years following implementation (see Figure 4). Moreover, eliminating giveaway and improving the reliability of blending enables operators to consistently keep to the refinery plan and drive overall optimization.

Figure 4: Blending property giveaway estimation
Overall, the optimization at LUKOIL-Nizhegorodnefteorgsintez’s is estimated to have added profits equivalent to $0.12/barrel.
More fundamentally, the solution has put the refinery in control of its blending. The project has brought clarity to material balances and enabled it to accurately track output against plans. The refinery can produce several gasolines simultaneously from a large set of components: 10 components going to Premium-95 and nine to Regular-92, for example. It is able to successfully manage interactions between blenders and the impact of change in one gasoline recipe influence on others.
The project has not only helped LUKOIL bring optimization to LUKOIL-Nizhegorodnefteorgsintez and clarity to the blending structure, but — crucially — enabled it to keep control of the process through automation. Following startup of the new unit in 2015, LUKOIL-Nizhegorodnefteorgsintez believes it would now be impossible to control the blending process successfully without the blend optimizing software solution.
* Following recent technological improvements, the refinery has started to produce hi-octane gasolinewith RON 100. It has therefore stopped using MTBE due to the availability of high-octane components (mostly reformate), delivering both economic and environmental benefits.
Andrey Anosov, Ph.D., is the Advanced Planning and Scheduling Team Leader of the Planning & Production Operative Management System Department at Honeywell Process Solutions in Moscow, Russia.
Dr. Viacheslav Kuvykin is head of production of the optimization group at OOO "LUKOIL – Nizhegorodnefteorgsintez" in Kstovo, Russia. He holds a Doctorate of Science in Physics&Mathematics.
Dr. Pavel Logunov is Deputy General Director on Economics and Finance at OOO "LUKOIL – Nizhegorodnefteorgsintez" in Kstovo, Russia.
Mikhail Shamanin is Advanced Process Control Team Lead at OOO "LUKOIL – Nizhegorodnefteorgsintez" in Kstovo, Russia.