Applying VFDs to existing motors

When a variable frequency drive (VFD) is added to an existing system, many potential problems may arise. This article details some of the factors to consider when installing a medium-voltage (MV) VFD on an existing MV motor in order to ensure safe and efficient operations.
Reduced cooling at reduced speed
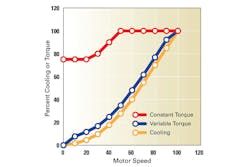
Most motors running across the line depend on an internal, shaft-driven fan for cooling. When the motor is operated with a VFD, the motor shaft speed (motor speed) decreases and will cause decreased cooling from the shaft-driven fan. If the load is a standard variable torque load, such as a fan or pump (load on the motor decreases exponentially with speed), additional cooling may not be needed.
However, if the existing motor is installed in an application that has constant torque (such as a reciprocating compressor or pump, mill, or extruder), then the same load will remain on the motor as the speed is reduced, and the motor will overheat. For this type application, adding an external blower (or auxiliary fan) provides sufficient cooling for the motor to operate below rated speed. This extra blower ensures that enough air moves over the windings to keep them cool when the internal fan is insufficient. This is illustrated in Figure 1 above. The constant torque load rises well above the motor cooling capability, thus the external blower is required.
If the motor has built-in temperature sensors in its windings, such as resistance temperature detectors, then these can be used to monitor the temperature and ensure that the VFD and reduced speed operation are not causing motor insulation damage.
Increased heating because of VFD harmonics
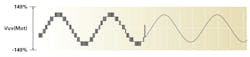
All VFDs produce some additional level of heat in motors. However, many of today’s MV VFDs have harmonically clean output wave forms. If an application uses one of these VFD types, no derating of the motor will be required, but end users should verify this with their VFD supplier. Figure 2 shows a comparison of the voltage that the motor terminals experience on a typical TMEIC VFD (left side) and direct on-line VFD (right side).
Motor voltage
Output voltages are available for VFDs to match almost any existing motor voltage. However, very few, if any, VFDs have a direct 13,800-volt output for very high-voltage motors. For these cases, using a step-up transformer on the output of the VFD is often necessary to match the motor voltage. This transformer will represent approximately 1 percent greater loss in the VFD system, and this should be evaluated during the analysis stage for cost effectiveness.
Motor frequency
The output frequencies of VFDs can match any motorrated frequency. Since the VFD controls the motor speed and frequency, this can allow a motor rated for one power system, 60 hertz (Hz), for example, to be operated effectively and at full rating on a 50-Hz power system.
Motor speed
Motor bearings may depend on speed for lubrication. Antifriction bearings are well suited for variable speed operation, but sleeve bearings may need special attention to ensure they will be lubricated correctly as the motor operates at lower speeds. This would probably be more critical for very low-speed operations, such as creeping, positioning, warm-up or coast-down.
High-speed induction motors (those with two magnetic poles that are designed to run at 3,600 rpm at 60 Hz) are known to have a shaft critical resonance in the range of 2,200 to 2,800 rpm. For motors running at constant speed across the line, this resonance is not important because the motor never operates there. However, since a VFD can control a motor at any speed within its allowable speed range, care must be taken to avoid running the motor at a speed near its resonance. Most MV VFDs have the capability to "skip" or not run at certain frequencies to avoid these resonance areas.
Extra considerations for synchronous motors: field exciter
For existing synchronous motors to operate with a VFD, the synchronous motor must have its directcurrent (DC) field available at zero speed in order to develop starting and accelerating torque.
Two types of synchronous motor field exciter designs are suitable for starting and operating on a VFD: DC slip rings or an alternating-current (AC), brushless-type exciter.
These designs can energize the field at standstill, during acceleration and while in operation. One type of synchronous motor using a DC brushless-type exciter cannot develop a field at zero speed because the exciter generator must spin up to a high speed to develop field current.
Power factor control
A synchronous motor can be used to deliver reactive power benefits to the power system. However, if this motor is operated using a VFD, the utility power line sees the reactive power level set by the drive’s incoming converter, not the motor. Therefore, if the synchronous motor is being used for power factor correction to the plant, this will not be a suitable application to power this motor from a VFD.
Positive aspects of VFD-driven motors
Using VFDs provides many improvements to production, energy usage and maintenance.
Production
Since a VFD-started motor has no limit to the number of allowable starts per hour, if anything in the process stops the motor, it can be restarted immediately. For a line-started motor, operators must wait for the protection relays to determine if it is safe to restart the affected large motor or risk motor damage. If operated with a VFD, the output can be varied to match the needs of the downstream process.
Energy
If the process requires operation at less than 100 percent output ( flow or speed), the energy difference between max and running points provides the opportunity to save energy. A typical VFD system operates at a total overall efficiency of approximately 97 percent. For those times when the process requires operation at 100 percent output, synchronizing to the line provides a direct connection of the motor to the utility, saving the 3 percent losses represented by the VFD. During the time when the motor is synchronized, the VFD is left in standby mode to allow the motor to be captured and smoothly connected to the VFD.
Maintenance
Synchronized starting reduces motor stress and may extend motor life and reduce maintenance. Operating the industrial process at less than top speed using a VFD decreases the mechanical wear on the driven components. This is particularly obvious on applications that use conveyors and crushers. This, of course, is contingent upon the production needs at the time being met at a reduced speed.
Conclusion
This article presents potential concerns of applying a VFD to an existing motor and suggests ways to mitigate them. It is extremely important to work closely with your VFD supplier in these scenarios to ensure that the motor can be converted to operate on a VFD and that no issues are overlooked.

Doug Phares is a market leader and application engineer for TMEIC Corporation. With more than 30 years at TMEIC and its predecessor company, he specializes in large AC motors, drives and systems engineering for many industries.

Josh Karpen is a market leader and application engineer for TMEIC Corporation. He has worked for TMEIC Corporation for eight years. Karpen’s application expertise includes AC motors and drives with a concentration in automated systems, steel mills and paper mills.

Jason Shores is sales application engineer for TMEIC Corporation. He has worked at TMEIC for three years. Shores’ application expertise includes AC drives and motors with a concentration in oil and gas industry applications.