Breathing new life into existing industrial drive installations

Drives are an essential part of many different industrial processes, providing greater energy efficiency, improved productivity and high performance for electric motors in a variety of applications. But when a drive breaks down unexpectedly, it can bring operations to a halt and cause a broad range of problems.
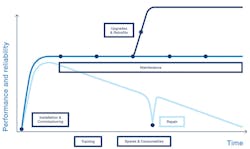
The best strategy is to prevent a breakdown before it happens. During the product’s life cycle, this typically means regular preventive maintenance. But for an industrial drive at the end of its life cycle, retrofit or replacement is the best solution for minimizing the risk of breakage and unplanned production shutdowns. Simultaneously, these two services will often improve a drive’s performance (see Figure 1).
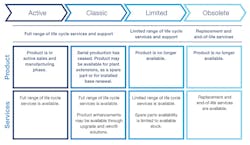
Building upon this life cycle management thinking, ABB developed a life cycle management model to demonstrate a drive’s performance and availability throughout the product’s life cycle (see Figure 2).
This model divides a product’s life cycle into four phases: active, classic, limited and obsolete. In the active and classic phases, products have a full range of services and support available. In the limited and obsolete phases, often the only available services are replacement and retrofit, which, in addition to updating the drive, will return the product’s life cycle status back to active.
Because industrial companies have several different maintenance strategies for their investments, a broad offering allows them to choose the drive services that best support their strategies.

History of retrofits
The starting point for designing a retrofit is often complicated since it requires sophisticated engineering skills to deploy the newest drives technologies into the various generations of drives products while keeping in mind the customer’s needs such as fast installation time, customization and the variable conditions on site.
To scale up the production volume of high-quality retrofits for all potential customers, every retrofit solution cannot be sold on a case-by-case basis. Even though case by case ensures a design based on the customer’s exact needs, it can challenge the quality of documentation, installation schedules and after-sales support.
Therefore, in developing the retrofit service the aim was to primarily use the same components as in the newest drive products. Consequently, the installation and assembly would be more efficient and the retrofit’s reliability would be improved, as the existing components had already been tested and approved by the product factory. Further, the existing design and documentation standards and ways of working in the product development were used. Fast forward to today and everything from air gap dimensions to controlling electrical eddy currents in retrofits are expected to meet the same design criteria as the company’s new products.
Today, most retrofits are delivered as a standard package. Utilizing continuous learning principles ensures the highest quality and most cost-efficient retrofit solutions with fast delivery and installation times. Additionally, the standardized packages can minimize the time and risk of retrofit projects. Even though standardized packages provide many advantages, some retrofits are still developed on a case-by-case basis to meet specific customer needs. In all of the company’s retrofits, systematic documentation methods, quality assurance and highly trained engineers ensure the high quality and long lifetime of the drives.
Successful pilot projects
Several retrofit pilot projects have been executed successfully in multiple countries with customers operating in numerous industries, such as paper and pulp, metal, mining and food and beverage. Through these pilot projects, the company has been able to ensure the reliability of new retrofit designs and verify the functioning of internal processes from order to delivery until final installation and commissioning of the retrofit.
One of these pilot projects was successfully conducted with SSAB, a global steel manufacturer that focuses on highly specialized steel products, including advanced high-strength steels, as well as quenched and tempered steels. Following the pilot, SSAB decided to modernize all the drives in its galvanizing line 3 at its Hämeenlinna, Finland plant. The project in total includes retrofitting 151 drives, which are to be installed in a step-by-step manner over a five-year period (see Image 1).
SSAB’s galvanizing line 3 produces zinc-coated steel plate for the construction and car industries. Its smooth operations are crucial, since the line’s highly specialized products cannot be manufactured elsewhere.
A tailored retrofit
Some years ago, ABB informed SSAB that its ACS600 drives were approaching the end of their life cycle and hence the availability of technical support and spare parts would become limited in the future. After considering multiple options, SSAB chose ABB’s retrofit service to modernize and restore the equipment back to the active life cycle phase.
“The step-by-step retrofit was a good solution for us,” said Tero Saarenmaa, electrical maintenance section manager at SSAB’s Hämeenlinna. “It gave us the possibility to do effective preventive maintenance with the original spare parts, while getting full support and service on these crucial drives. In addition, the project allowed us to utilize the old products as spare parts for the older ACS600 drives until the retrofit was completed. The overall cost-effectiveness and reduced shutdown time were key elements for us in choosing the retrofit service.”
Since a standard retrofit solution didn’t fully fit their requirements, the company tailored a solution according to SSAB’s specific needs. So, all the components inside the old cabinets are being removed and ACS880 tailored retrofit kits for the wider ACS600MD cabinets are being installed (see Image 2).
Control of the drives will still be implemented with the existing control system, with some modifications to its software. The scope of the project includes commissioning and the minor program changes for the new drives will be carried out during each maintenance shutdown.
Modern service business
While the reasons behind a customer’s decision to choose a retrofit service vary, there are some clear advantages. One of the most common reasons to choose retrofit is that the service enables companies to make new step-by-step investments rather than relying on a one-time investment. The retrofits do not only decrease the customer’s capital expenditure since investments can be made over a longer period, but the service also allows the installations to be made during shorter production breaks. The retrofit further benefits from the new technologies available and, therefore, also often increases the efficiency of the drive. For example, new generations of drives have embedded capabilities for remote connection and self-diagnostics that enable remote support and condition monitoring services, improving the availability and optimization of the drive and the response time in case of failure. Additionally, by using an existing drive’s cabinet, cables and motors, the customer saves a significant amount of money and time as there is no need to re-engineer or work out any changes – for instance, in the cooling system or cabling.
As the global population stretches the Earth’s resources to the limit, a company’s environmental impact and use of resources have become increasingly important. To this end, the retrofit service minimizes material waste by using the existing cabling, motors and cabinets, while simultaneously employing the latest technology with better tools and diagnostics.
According to one pulp and paper case study conducted by ABB in 2015, the total CO2 emissions associated with a retrofit were over 65 percent less than a new installation; the CO2 emissions for the new installation added up to 6,405 kilograms (kg), while the retrofit kit’s emissions were only 2,215 kg. This was saved both in production and transportation of equipment.
A retrofitted drive is guaranteed with an up-to-date drive system and product support. Retrofitting drives is a fast and efficient way to modernize an installed base, bringing immediate performance improvements to the customer’s plant and process. Through retrofits, customers are guaranteed a full range of life cycle services and support for years to come.

Marjukka Virkki is country service manager for ABB in Finland responsible for Maintenance, Repair and Operations (MRO) services for ABB products and systems. She started her career 20 years ago in manufacturing, engineering and sales of electrical drives. During the last 10-plus years she has been providing life cycle MRO services, upgrades and retrofits for electrical equipment in processing and energy industries to improve the productivity and availability of the production lines.