Weighing considerations for hazardous areas
Weighing equipment used in areas in which explosive concentrations of vapors or dust may exist must be equipped with special wiring and other intrinsically safe electrical components. Hazardous (classified) locations might exist in any manufacturing location with vapors, dust or "flyings," but are common in large bakeries (flour), plastics manufacturing plants (vapors or dust), chemical plants (vapors), paint-finishing locations (vapors) and grain silos (dust or "flyings"), to name a few. Other examples include locations where vehicles are fueled or there are any transfer mechanisms for inherently hazardous materials.
Reducing risk in hazardous areas
The easiest way to prevent explosions is to eliminate one of the three elements in the triangle of fire (see graphic below). Some manufacturing sites can eliminate either oxygen or flammable material, but in most cases it is easiest to eliminate an ignition source. Common ignition sources can be electrical sparks, hot surfaces or electromagnetic fields.

In most cases, it is easiest to eliminate an ignition source in the triangle of fire. Common ignition sources can be electrical sparks, hot surfaces or electromagnetic fields.
Intrinsic safety (IS) is a protection technique for safe operation of electrical equipment in hazardous areas that limits the energy, both electrical and thermal. Using electrical equipment in hazardous areas imposes different regulations that govern equipment manufacturing and safety to reduce the ignition source risk. Many of these regulations are local to specific countries. Manufacturers must adhere to these regulations and provide the appropriate level of protection depending on the classification of the hazardous area.
Materials ignite at different temperatures. Mitigation of risk depends on the hazardous material and the manufacturing application that is taking place in the hazardous zone. It is important to understand area classifications and associated zones to determine the level of protection required to reduce the appropriate level of risk. These zones are dependent on whether the flammable materials are gases or vapors, dust or another type of material.
Regulatory agencies
In North America, the most widely used hazardous location classification system is the National Fire Protection Association (NFPA). NFPA Publication 70 and National Electric Code (NEC) in Articles 500 to 506 specify the type of hazardous substances that are or may be present in the air in quantities sufficient to produce explosive or ignitable mixtures.
The NFPA establishes area classifications based on classes, divisions and zones that, when combined, delineate the hazardous conditions of a specific area. This classification method provides a description of the hazardous material, and the probability that it is present, so that appropriate equipment is safely installed and operated. The Occupational Safety and Health Administration (OSHA) has adopted these hazardous classifications from the NEC and they are defined in the 29 Code of Federal Register (CFR) 1910.399.
Almost all developed countries are members of the International Electrotechnical Commission (IEC). Positive pressure enclosures or "welding habitats" work on the principle of overpressure. This protection principle is regulated by IEC standard 60079-13:2017. The IECEx certification is compulsory to operate electrical equipment in explosive atmosphere in most countries outside Europe. Australia, New Zealand, UAE, Malaysia and the Philippines accept IECEx certification directly. ATEX certification is the national certification standard of the European Union, and is mandatory to operate equipment in explosive atmospheres in Europe.
A summary of defined hazardous areas
Class I locations: Class I locations are those in which flammable gases or vapors are present in the air in quantities sufficient to produce explosive or ignitable mixtures. Class I locations are further subdivided into two divisions and three zones.
Class I, Division 1: To classify an area as a Class I, Division 1 location:
- Ignitable concentrations of flammable gases or vapors under normal operating conditions exist.
- Ignitable concentrations of such gases or vapors may exist frequently because of repair or maintenance operations or because of leakage.
- Breakdown or faulty operation of equipment or processes might release ignitable concentrations of flammable gases or vapors and might cause simultaneous failure of electric equipment.
Class I, Division 2: To be considered a Class I, Division 2 location:
- Volatile flammable liquids, vapors or flammable gases are handled, processed or used, but the hazardous materials will normally be confined within closed containers or closed systems from which they can escape only in the event of accidental rupture, breakdown of containers or systems or from abnormal operation of equipment.
- Ignitable concentrations of gases or vapors are normally prevented by positive mechanical ventilation, which might become hazardous through failure or abnormal operations of the ventilating equipment.
- Adjacency to a Class I, Division 1 location, where ignitable concentrations of gases or vapors might occasionally be transmitted unless prevented by adequate positive-pressure ventilation with safeguards against ventilation failure.
Zone definitions: Zones take into account different dangers from potentially explosive atmospheres. Zone 0 is the most hazardous, and Zone 2 is the least hazardous.
Class II locations: Class II hazardous locations are areas where combustible dust, rather than gases or liquids, may be present in varying hazardous concentrations. Class II locations are further subdivided into two divisions.
Class II, Division 1: One of the following three situations must exist:
- A quantity of combustible dust is present in the air under normal operating conditions that makes it likely to produce explosive or ignitable mixtures. This could be on a continuous, intermittent or periodic basis.
- An ignitable and/or explosive mixture could be produced if a mechanical failure or abnormal machinery operation occurs.
- Electrically conductive dusts in hazardous concentrations are present.
Class II, Division 2: One of following two situations must exist:
- Combustible dust in the air is insufficient to produce explosive or ignitable mixture. Dust accumulations don’t interfere with the normal operation of electric equipment or other apparatus. However, combustible dust may be in the air as a result of infrequent malfunctioning of handling or processing equipment.
- Combustible dust accumulations on, inside or in the vicinity of electric equipment may be sufficient to interfere with the safe dissipation of heat from electric equipment or may be ignitable by abnormal operation or failure of electric equipment.
Class III locations: Class III hazardous locations contain easily ignitable fibers or flyings, but the
concentration of these fibers or flyings suspended in the air is not in sufficient quantities to produce
ignitable mixtures.
Designing safety into a weighing system
As previously mentioned, IS is a protection technique for safe operation of electrical equipment in hazardous areas that limits electrical and thermal energy available for ignition to safe levels.
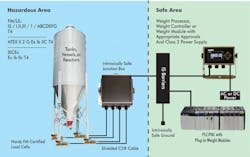
For potentially hazardous Class I, Division 1 environments, manufacturers must design safety into components with an appropriate level of protection for different applications. Use intrinsically safe low-energy components in hazardous areas (including load cells, scales and summing boxes) and limit power and current to them through intrinsic barriers that prevent energy from crossing over from the safe area. Intrinsic safety barriers are essential components of an intrinsically safe application. When used in areas with hazardous chemicals, gases or other ignitable atmospheres, limiting the energy helps prevent any possible fires and explosions.
Manufacturers of stand-alone weight processors and weight and rate controllers often feature proprietary technologies that have great value for hazardous area applications and confined spaces. Electronic calibration allows calibration of the weighing system without ever entering the environment. This reduces the risk of bringing test weights into the hazardous area. Integrated diagnostics used for system diagnostics and troubleshooting from the safety of the safe area reduces risk to operators. Other technologies can eliminate the effects of vibration on the weight signal so only stable weight readings are communicated to the control system.
Programmable logic controller (PLC) and programmable automation controller (PAC) modules exist that read and condition data from strain gage load cells and communicate the data over the I/O chassis backplane to the processor. Weight modules provide basic weight data or are loaded with sophisticated algorithms to perform application-specific industrial weighing processes from simple batch weighing to loss-in-weight control, filling or dispensing.
No matter what the weighing application, look for weighing equipment that is designed for use in hazardous areas with integrated features that enable safe and easy operation.
Scott Duncan is product manager at Hardy Process Solutions.
Janice Kall is marketing manager at Hardy Process Solutions.