Why manual slide/blast gates do not work well in dust collection systems

There are many reasons dust collection systems fail to deliver the required performance, but one problem that will ensure system failure is improper design combined with the use of slide/blast gates (or any similar device, such as a butterfly valve or airflow bleed-in with these devices).
An improperly designed dust collection system can fail without the use of slide/blast gates but using slide/blast gates for air distribution virtually guarantees that the system will not provide long-term success. This is based on direct experience with well over 1,000 failed dust collection systems attempting to use slide/blast gates (or equivalent) to distribute the airflow from multiple dust sources. In nearly 50 years, I have not seen a single successful dust collection system using manual slide/blast gates, butterfly valves, bleed-ins or other artificial methods to attempt to control the airflow at a dust source and/or provide proper distribution of the induced airflow.
This article will present the reasons such devices should never be used as a substitute for proper engineering and design. A properly designed dust collection system uses the proven (over decades of use) balanced-by-design method for ensuring proper airflow distribution throughout the system and during all normal operational conditions. The balanced-by-design method uses the laws of physics and fluid dynamics to produce a system design that inherently creates the correct airflow and distribution during all normal system conditions. This includes the varying range of energy requirements to induce the airflow through the dust collection filters. In contrast, manual slide/blast gates inherently cannot provide for predictable performance and air distribution.
The following lists the more prominent (though not all) reasons manual slide/blast gates (i.e., valves) are a problem rather than a solution for successful dust collection system performance.
(1) The performance and effects of slide gates, butterfly valves and similar devices are not linear or predictable when used in a dust collection system. When installed as part of the ducting system, it is not possible to predict, to a reasonable, repeatable, and usable level, the effect when the position of the slide/blast gate, butterfly valve, or similar device is changed. Changing a slide gate’s (or similar device’s) position 10% will not result in a 10% change in airflow, either for the branch line where the gate is located or for every other dust source (i.e., branch line) in the system. Also, adjusting a butterfly valve (or similar device) that was fully closed, to approximately 20% open, does not result in 20% of the airflow possible from this airflow source.
(2) Adjusting just one slide/blast gate changes the performance of every other air source in the system. The degree of change for each of the other airflow sources is dependent upon a basically limitless range of system variables. Those variables are also non-linear in effect and even more difficult to measure. Additionally, those effects are based on the system operating parameters at the time of the slide gate position change. Change the system operating parameters and, again, the effects of the slide gate change are different for every part of the system. Remember, a dust collection system, as a whole, is non-linear. This is why proper engineering and design is so critical.
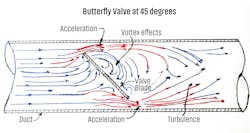
(3) The effect of the valve position varies with the type of valve and the degree of closure/opening. The position of the wafer of a butterfly valve (BFV) duct is not directly related to the effect. Figure 1 shows a section of a BFV that is 50% open/closed. The flow patterns shown illustrate that the effect and result are not the same. The outside indicated position is only remotely related to the effect on the airflow in the duct. The same is true for Figure 2, which shows the effect on flow patterns of a slide gate that is 60% open (by position) yet allows nearly full flow through the duct.

(4) How do you determine if you are getting the required airflow? This cannot be done close to the position of the valve, whether upstream or downstream, and must be done well away from any valve, elbow, entry, or other effects on the flow (which create obvious turbulence). With most dust collection systems, this is not possible or practical. Unless the measurements (whether static pressure or velocity pressure) are done properly, the results are subject to major error and are often misleading. This is also shown in the flow patterns (accelerating airflows, turbulence, etc.) after the butterfly valve and slide gate depicted in Figures 1 and 2. Also, if you change one of the gate/valve positions, then all the others change. This means you must remeasure the performance of ALL the other valves/gates and adjust their position. But wait! That means all the other flows change again…and again…and again. The problem should now be obvious — every change inevitably leads to another, and another, and another, without end.
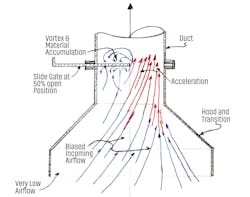
(5) The most common location of the slide gate or BFV is just above or after the duct connection to the dust collection hood. As Figure 3 shows, this results in all the problems of any slide gate or BFV but includes the added problem of biasing the airflow from the dust collection hood. The result can be a hood that is, at best, only partly effective. Remember, air always flows to the path of least resistance.
(6) Anyone involved in plant operations knows that if you give operators and/or maintenance personnel a method to adjust something, they will adjust it, despite threats from management or efforts to lock or weld it into position. It is amazing how inventive plant personnel can be in overcoming virtually any method of “locking” a valve or gate into a single position. Imagine what they can do with a system with 20, 30, 40 or more slide gates?
(7) So far only the actual gates or valves have been considered. But what about the effects on the main equipment when gates or valves are used for air distribution? For example, what about the change, over time, caused by the ever-increasing differential pressure across the dust collector filters? This causes the fan to move “back” on the performance curve to produce higher differential pressure (i.e., energy), which inherently results in less airflow for the system. This inherently reduces the airflows at every dust source. However, because the valves/gates are not linear in their effects — a 4-inch slide gate does not have the same effect (per position) as a 6-inch gate/valve, etc. — the air changes are not uniform. The effects tend to be greater for the smaller duct sizes than for the larger duct sizes. This results in unequal effects and often poor performance at the dust source.
(8) If combustible dusts are involved, using gates or valves in an attempt to properly distribute airflow automatically results in a system that is not combustible dust compliant (does not meet NFPA standards). One cannot ensure that, at all times, during all normal operations, sufficient airflow is available to maintain the velocity needed to keep the ducts from accumulating. In fact, the use of gates or valves will virtually guarantee the accumulation of combustible dust in the ducts.
These are only some of the more obvious problems associated with using slide/blast gates, butterfly valves, etc., in dust collection systems. There are many others, such as wear of the blades, differential pressure requirements caused by the blades, and buildup on the blades (most often on the back side).
The only legitimate use for slide/blast gates in dust collection systems is for Yes/No situations where there are two dust sources and only one source is operational at any time. Then one valve (preferably automatic) would be open and the other closed or vice versa. In each case, the valve is either fully open or fully closed.
If your dust collection system uses slide/blast gates, butterfly valves, etc., to control air distribution, then expect problems and poor performance. The only acceptable method of dust collection system engineering and design is the balanced-by-design method, not by using artificial, non-linear devices.
Jack Osborn ([email protected]) is a senior project engineer at Airdusco Engineering and Design Services and a member of Processing’s editorial advisory board. He has more than 47 years of experience in dust collection systems, centralized vacuum cleaning systems, pneumatic conveying systems, and all types of bulk handling systems and is a participating member of all six NFPA combustible dust committees (61, 484, 652, 654, 664, and Correlating).
Airdusco EDS
www.airdusco.com
About the Author

Jack Osborn
Senior Project Engineer
Jack Osborn is senior project engineer at Airdusco EDS and a member of Processing’s editorial advisory board. He has more than 50 years of experience in dust collection systems, centralized vacuum cleaning systems, pneumatic conveying systems, and all types of bulk handling systems. He has either designed or evaluated (e.g., engineering studies/audits, performance testing, etc.) more than 2,000 dust collection systems during his career and is a participating member of all six NFPA combustible dust committees.